

商铺名称:郑州华菱超硬材料有限公司
联系人:崔女士(小姐)
联系手机:
固定电话:
企业邮箱:3586073544@qq.com
联系地址:河南省郑州市高新区长椿路与药厂街交叉口国家大学科技园研发5号楼B座
邮编:450001
联系我时,请说是在快能纺机网上看到的,谢谢!
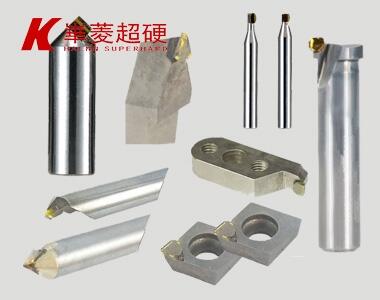
CNC高光倒角加工压铸铝及铝合金,选华菱超硬PCD高光倒角刀,可达到高光亮面效果,光洁度好,精度高,适合加工表面亮度要求较高的压铸铝及铝合金件。
压铸铝及铝合金高光倒角加工是用超高速旋转的刀头在金属表面加工出高度光滑,高度光亮的区域,压铸铝及铝合金高光倒角后表面十分光滑,光泽十分光亮。CNC加工压铸铝及铝合金高光倒角如何做出镜面效果呢?
1.选用优质铝料与PCD高光倒角刀;
2.采用“稳、慢、精、细”的进刀法;
3.辅之喷涂润滑油与冷却液;
4.进行高速飞铣加工。
CNC,即计算机数字控制机床,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。数控车床主要用于大规模的加工零件,其加工方式包括车外圆,镗孔,车平面等等。可以编写程序,适用于批量生产,生产过程的自动化程度较高。
镜面铣削的切削速度通常在30m/s左右,为了能加工出完美的工件,主轴在换刀后必须进行动平衡,以尽量减少动不平衡对工件表面造成的波纹。高光的缺陷在于对产品的外形轮廓要求较高且稳定,否则高光后会不均匀(大小边等)。华菱超硬PCD高光倒角刀热传导性能好,切削量不大,所以不必加冷却液。相反,加了冷却液不仅增加了加工后的清洗的麻烦,而且,夹杂有铁屑的冷却液往往成为刀刃崩口的祸根。
PCD高光倒角刀看起来价格昂贵,一次投资大,但PCD金刚石具有极高硬度,非常耐磨。据统计,PCD刀具寿命是高速钢刀具的25倍,每把金刚石刀具可以重磨6~15次。因此,每只零件刀具消耗费是微乎其微的,并能获得稳定尺寸和高的光亮度。

华菱超硬PCD高光倒角刀铣削加工铝合金的注意事项:
1、切削用量对加工质量的影响。一般情况下,华菱超硬PCD高光倒角刀在铣削加工铝合金材料时,只要系统刚性允许,线速度越高越好。
2、机床间隙的影响。所有机床的运动部件都有间隙,新车床出厂时的间隙小,机床的系统刚性较好,车床使用的时间越长,间隙会越大。
3、平衡和稳定。
(1)铝轮直径较大,压铸铝及铝合金本身的动平衡较差,所以夹具的动平衡量一定要合适。
(2)加工余量的不均匀会诱发振动,对铝轮加工效果有不利影响。一般讲,工艺上分粗、精二步加工比毛坯一次切削加工成型效果更好。

CNC高光倒角加工压铸铝及铝合金,选华菱超硬PCD高光倒角刀,可达到高光亮面效果,欢迎新老客户来电垂询!




