

商铺名称:东莞市凯盟表面处理技术开发有限公司
联系人:章光伦(先生)
联系手机:
固定电话:
企业邮箱:bgszgl@qq.com
联系地址:浙江省宁波市奉化区江口街道江南路99幢凯盟化工章光伦
邮编:315504
联系我时,请说是在快能纺机网上看到的,谢谢!
感谢浏览本页内容,如欲观看更多详细工艺视频,请抖音或火山搜索:凯盟化工,关注官方企业号并观看行业视频
作者:凯盟化工.章光伦【转载请阐明出处】
外科医疗钳是医院常规、常见的二类,三类相关器械工具,它直接或者间接用于人体,是医疗诊治与健康等方面非常重要的器械,其材料要求更是非常的苛刻,它必须精密、耐用,安全、质量均须把关,规格尺寸,生产工艺、材料安全等方面都非常考究,那么医疗钳从开始设计到产出成品都须要哪些重要过程呢?
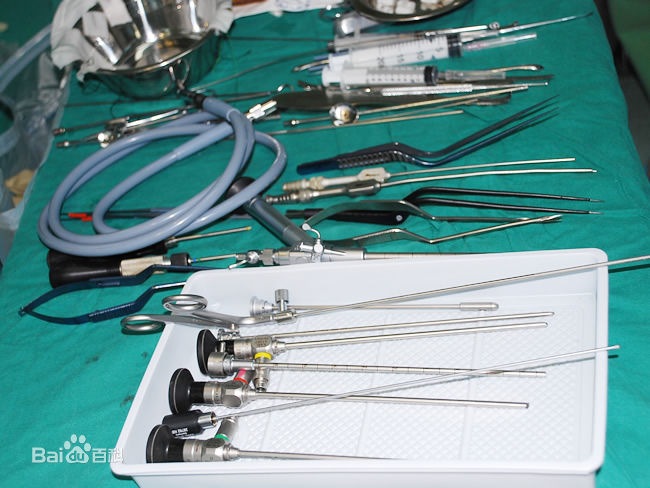
此图与内容无关,仅供参考!
外观设计:CAD or 3DSMAX皆可
关于原材料采购:
先说一个案例:
最近接到某国内大型医疗器械公司老总委托,什么情况呢?这家公司一直以来都是医疗器械出口商,基本不曾内销,然而这位大老板忽然在今年决定做国内市场了,这位大老板请我帮忙解决其产品抗盐雾问题,之前出口从来没遇到这样的问题,因为出口,盐雾要求低嘛,
现在内销,中性盐雾要求至少过24h,然而,面对440C不锈铁材料,除了困扰,还是困扰
440C不锈铁材质医疗钳(图)

普及一下:
不锈钢分为奥氏体不锈钢(不锈钢200/300系)、马氏体不锈钢(不锈铁400系)以及比较少见的铁素体和双向不锈钢。440C是马氏体不锈钢俗称不锈铁元素含量:9cr18。
金属医疗器械生产工艺基本流程:
线切割→深孔钻→纵切→车削→焊接→滚花→平面磨→电脉冲→铣削→热处理→物理抛光(粗抛)
大致须要经过这些重要环节,到我手上的样品如图2,精心设计的产品,很漂亮,手感也很好,
剩下的就是表面防锈钝化处理工艺了,钝化,抑或电解,都是不错的选择(不锈铁钝化在提升盐雾性能方面优于电解抛光),然而,在经历了不下三次打样,盐雾取高14h,生锈了!悲催~
方案一:快速清洗→不锈铁钝化液(加温)→配位加温加强钝化→盐雾测试11h→失败!
方案二:快速清洗→不锈铁钝化液(加温)→配位加温加强钝化加强型→盐雾测试13h→失败!
方案三:快速清洗→不锈铁钝化液(加温)→配位加温加强钝化加强型→固膜→盐雾测试14h→失败!
以上是SUS400系列材质加工的一般生产工艺(主要工艺,未详细剖析)。
每套方案打样2把,还有一把在之前用来检测药水反应强度,7把样品全部打完样,全部无法过中性盐雾24h,失败!另外所有样品均有颜色偏暗的现象。
而在这个打样过程中先后做了同等工艺的其它公司其它产品,很OK,




以上为同等钝化防锈工艺不同材质,效果皆可。
通过与该公司沟通后得知热处理情况,钳尾硬度30多度,面钳嘴硬度是50多度,不均匀,不同的硬度同样的钝化防锈工艺,结果可想而知,
其实440b不锈铁钝化防锈抗盐雾24h并不是什么难事,难的是良心,这个样品是什么呢?医疗器械,而且是二三类医疗器械,如果增加物理防锈工艺,那可能会对人体造成很大的伤害,生意可以不做,但道德底线,我们做企业的都应该有,毕竟这个年代,不仅仅是看脸的时代,更是人品行天下的时代,一家企业的作风和品格,是由这家企业的核心人物决定的,呵呵,扯远了,我们言归正传!
金属类医疗器械选料的一般建议:
材料来源最好是正规的大厂家,规格建议10cr17-430、12cr13-410、20cr13-420、3cr13、9cr18mov都是不错的选择,热处理硬度稍高(不宜超过50度,太脆容易折断),防锈仅须钝化加配位即可,只要处理得当,此工艺相对来讲最为经济实惠,省药液成本、人力成本以及时间成本,可能部分生产厂家工艺原因无法实现同等效果,则建议在此工艺后增加一道固膜,基本就能OK。
建议材料正常工艺:
快速清洗→不锈铁钝化液(加温)→配位加温加强钝化加强型→中和→固膜→烘干→包装
如果以上所有方法都不能顺利通过盐雾请改为以下工艺:
逆向工艺:
快速清洗→配位加温加强钝化加强型→不锈铁钝化液→配位加温加强钝化加强型→中和→固膜→烘干→包装
逆向工艺可以避免因材质太差而引起的表面色差,而且防锈能力大幅提升。
以下为9cr18mov不锈铁医疗钳钝化防锈机理图(仅供参考)拍摄参考:1600万双摄某国内品牌手机
收到样品室外实拍图:

收到样品室内实拍图:

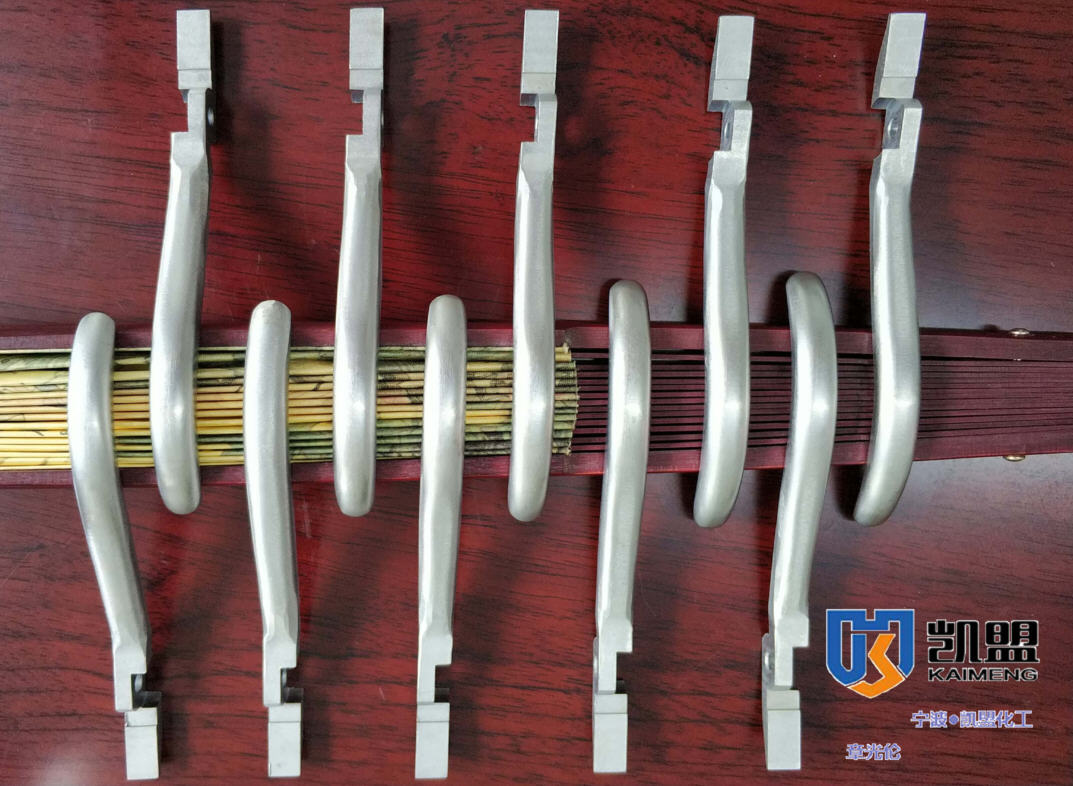
9cr18mov不锈铁医疗钳防锈钝化图,好美~


大功告成!!讲真,虽然收到的样品很脏,但清洗后效果还是很好的,很光亮干净!


以下为5cr17不锈铁医疗钳钝化防锈机理图:


最终结果呢我想大家也都能猜到了,皆大欢喜!圆满结束!


好了,那么我们再来扒一扒不锈铁钝化液的特点,作用和好处了,如下:
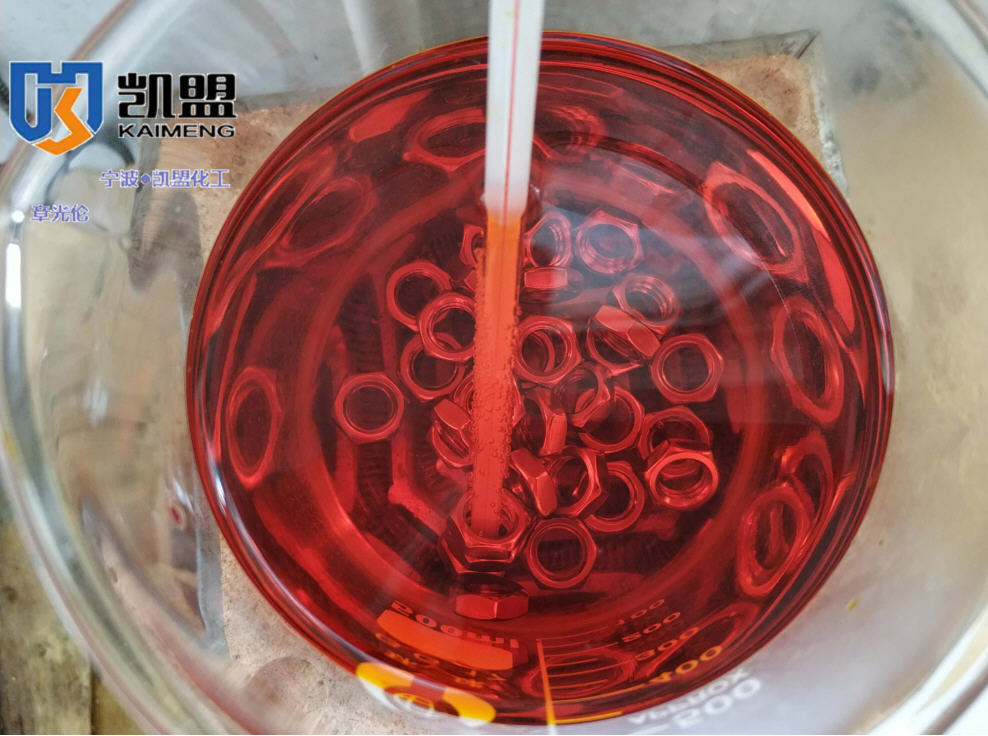
钝化防锈机理:
多种高效络合剂、缓蚀剂等组成。不锈铁表面经过与钝化液浸泡接触后,在不锈铁表面产生微化学反应,将原先化学性质活泼的金属表面转变为化学性质惰性的金属表面,达到很难与外界物质再产生化学反应。从而达到长期防锈的作用。
作用:
有效保护金属基体、延长不锈铁防锈或抗氧化的能力、至少可以提高6倍以上的防锈能力、提高耐盐雾测试时间、延长工件的使用寿命。
应用:
提升不锈铁的防锈能力、提升不锈铁的盐雾测试能力、提升产品附加值。
适应材料:
适用于所有铁素体不锈钢和马氏体不锈钢(405,430,434,XM27,403,410,420J2,420F,440,630,631,632,416,1Cr17,410 ,1Cr13,1Cr12,0Cr13,2Cr13,3Cr13,4Cr13等)的干式防锈
优点:
1.钝化后不改变工件的任何尺寸与颜色、有效保护工件的靓丽外观与精度。
2.独家专利配方、市场独一无二,是您提升产品竞争力的最佳配合。
3.使用成本低廉、药液可重复使用、实现材料防锈等级由次变强。
4.钝化后搞腐蚀能力强,430材料最优可达500小时,420材料72小时以上。其优异的抗腐蚀性能达到目前世界领先水平。
5.操作简单、浸泡即可。
6.安全环保、无气味、操作环境友好。
7.不影响材料导电性能、不改变材质成份、不影响喷涂等结合性。
缺点:
1.须要加温至60-70℃并且保持20-30min
2.须要配位增强效果,
3.原液沾在手上难看不好清洗,建议戴手套
以上几个缺点是200/300系列不锈钢不须要的
好了,至此,我们的探讨告一段落,下一期我们讲述不锈钢类材料相关案例,我们不见不散!
欢迎搜索:凯盟化工章光伦了解更多精彩内容!




