

�������ƣ���ۖ|�I����Ͷ�Y���F����˾
��ϵ�ˣ���ʫ����С�㣩
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺liuping@alcoa-dydt.com
��ϵ��ַ����۱����A��22̖
�ʱࣺ523660
��ϵ��ʱ����˵���ڿ��ܷĻ����Ͽ����ģ�лл��

�ձ�ס��Ӳ�ʺϽ�����ʷ������ɹ��ĺϳɹ��̲���֮һ������ǿ�ȡ�Ӳ�Ⱥ����Է���Ķ��ؽ���ܺܺõ�����
���ֵ�Ӧ��������ס��Ӳ�ʺϽ�ӹ��ɵ���ĥ����������ڶ��ҵ����������������ټ��������н�����
�����ɿ������ľ���̡�ũҵ��ʳƷ�ӹ��ͷ�֯ҵ��������Щ��ҵ������ͬ��������һ����ͨ�㣺�Կ����
����ʴ�Ϳ�ĥ�����ܵ�������Ҫ�����������ʹ��ס��������Ӳ�ʺϽ���ĥ������ԭ��XF1 AF1 AF0 AFU
A1 KD20 KH12 KH03 KH05 A1 H1 F0 F1 D2 GR30 G1 G2 G5 G6 G7 G8 EH10 ZF16��Щ���ʺܴ�̶�
�϶��ܿ˷����Σ���������أ���ѹ����ʴ���µ��Ͽ�������
���ʽ��ܣ�
�������Ͻ�AF1 XF1��
���������ʸ���ϸ������߸����ԡ���Ӳ�ȣ�ʵ�������������Ե��������ˮƽ�IJ��ʡ�
�����Ͻ�A1��
�����Ͻ�A1����ĥ�������Ըߡ�ͨ��������ij������ʡ�
���Ͻ�H1��
���ڼӹ�������������ֵ�������IJ��ʡ�
һ��Ӳ�ʺϽ�EH10��
�������������ĵ�һ��ӹ�Ӧ���еõ��ܸ����۵IJ��ʡ�������������ͷ���ʵ��õĺϽ�
��KHϵ�С�
KH03���п���A1ƥ�е�ǿ�ȣ�����������Ӳ�ȣ������ͱ������볬������������˴���ĸ��ơ�
KH05Ӳ�ʺϽ��ճ���������KH03�������ǿ�ȣ������������ͱ����ԵIJ��ʡ�

�����ó�Ӳ�ʺϽ�
��IGETALLOY�ḻ�IJ���������������ģ�߲��ϵġ�Ӳ�ʰ�ġ�����������ͷ�ʵ����ϵġ�Ӳ�ʰ��ġ�ʵ���˿�
�滯��
Ӳ�ʺϽ�IGETALLOY����ӵ�г���ʵ�������ø�����;Ʒ�ַḻ�IJ���ϵ�У�����������������ܹ���û���
����
|
IGETALLOY���иı�����Ҫ�ɷ�WC���ȡ�TiC��TaC�ȵĸ�ʽ̼����ɷּ����������Լ���ϲģã���������Ķ�����֯����ɵ�����������Ӳ�ʺϽ�ͨ�������ǵ�����ʹ�ã��ڶ����ı����ġ���������֮�·����������ĥ���Ժ����Եĸ����ܡ�
|
|
IGETALLOY���ص��ǽ���Ҫ�ɷ�WC��֯������0.2��1��m���µij����� �Ǽ汸�˸�ǿ�Ⱥ�Ӳ�ȵ�Ӳ�ʺϽ����⣬��������ķ����ԣ��ӹ���ı����ɫҲ�����졣 ���������Щ�س������Ԧ�0.1mm���µ�ӡˢ��·������ͷΪ����ͷ����ϳ�����Ϻ� �����пڵ�������ģ�ߵȶ�����;�з����������ܡ� |

ͼƬչʾ��

Ӳ�ʺϽ�������Ӧ��ǰ����
 |
����Ӳ�ʺϽ���һϵ����ճ���ճ��̼���������ɵĺϳɲ��ϡ�̼����ı���ͨ��ռ�ϳ�����������70%-97%���侧������ƽ����0.2-14 ��m֮�䡣 |
Ӳ��̼���٣�WC����ճ�����ܣ�Co������˻�����Ӳ�ʺϽ�ṹ�����Դ˻�����������������Ӳ�ʺϽ𡣳�
�˴�̼����-�����������������̼���ѣ�TiC����̼���㣨TaC����̼���꣨NbC���Ȱ���ͬ������϶��ɵ�Ӳ
�ʺϽ�
|
��Щ̼�����ܹ����ܣ������и߱�����̼���١�ͬ����������ճ�������ȫ�������Ͻ�Ԫ��������Ni��������Cr�����⣨Mo��������Fe�������Ҳ�ɲ���Ӳ�ʺϽ���ˣ����������Ӳ�ʺϽ���ұ��ʱ��У�̼�����౻��Ϊ���࣬ճ���ࣨ���ܡ����ȣ���Ϊ���࣬����������ϳ�̼�����̼ࣨ���ѡ�̼���㡢̼����ȣ�Ϊ���ࡣ����Ӧ���ڽ����и�����϶���Ӳ�ʺϽ��Ӧ������û����ȷ�ط��ࡣ���ǣ�����Ӳ�ʺϽ��ƺ������ܰ����������¼��ࣺ |
 |
|
���칤��
��ĩұ����������Ǹ��ݲ�ƷҪ��������ķ��ϰ�һ���ı�����ϡ� |
 |
![]()
�ձ�ס���ٸ����ƣ�
��������-ʳƷ�ӹ�-��е�㲿��-��������-ʯ������Ȼ����ҵ-��Դ����-���ʲ�������-ʯ�ľ�������ʯ
�ںܴ�Χ�ڣ�Ӳ�ʺϽ������õ�Ӳ�Ⱥ����ԣ�������Ϊ����������Ӳ�ʲ��ϣ��㷺Ӧ���ڹ��̺���
��Ʒ��
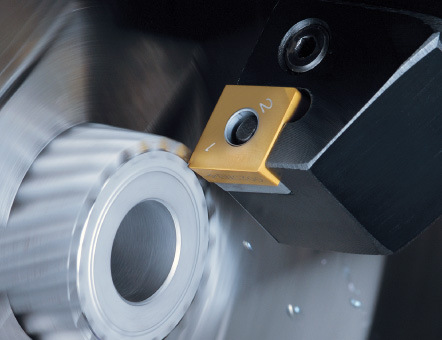
Ӳ�ʺϽ�ӵ�м��ߵ�Ӳ�Ⱥ���ѹǿ�ȣ��Ҿ��о��ѵ���ĥ�ԺͿɿ��ԡ�����Ӳ�ȸߣ���ĥ�����е��з�����Щ
�ص㣬�㷺������������ĥ�����������и�ߡ�
Ӳ�ʺϽ���������ͷ��ݵ�������ϣ���Ϊ�����и�Ӳ�ȡ�����ǿ�Ⱥ͵���ϵ�������ԡ�
ʯ������Ȼ����ҵ���õ������豸Ҫ�ڶ��ӻ�������ҵ��������Ҫ�ֿ���ɳ����������ĥ���ʵĸ����������
ʴ����Ҫ�ֵ�ס��ʴ���ۺ������������أ�ʯ�ͺ���Ȼ����ҵ��ת��ʹ�ø����Ӳ�ʺϽ������
��˾����
![]()
ͳһ���ж��ٹ˿;��ж��ٶ���������ʶ����˾�ճ�����70����Ʒ�����������ָ�ˮƽ�Ĺ˿�����
Ϊ����˿��ṩ���нϸ߰�ȫ����ɿ��ԵIJ�Ʒ����˾ƾ�賹��һ��������ʵʩ�����������Դ�ȷ��Ʒ�ʣ����������ƹ˿���������ơ�
��˾�Գ���һ��������Ϊ���ģ��ԡ����2�죬���ٽ�����ΪĿ�ģ�Ѹ��Ӧ������Ϊ�˿��ṩ��ʱ���ϵĸ���ֵ����
��˾ƾ������Ŀ�����������ҵ���ˮ�ļ����������������������Ƚ�Ӳ�ʺϽ���ϵĿ������о�������
����ָ�����������ӹ������⼰�Բߣ�
���⣺����Ħ��
ԭ�����߲��ʵ���ĥ�Բ��㡤ǰ���ǹ�С�������ٶȹ��ߡ�����������
�Բߣ�ѡ����ĥ�ԸߵIJ��ʡ�����ǰ���ǡ����������ٶȡ����ӽ�����
���⣺������ĥ��
ԭ�����߲��ʵ���������ĥ���Բ��㡤ǰ���ǹ�С�������ٶȹ��ߡ����������������
�Բߣ�ѡ����������ĥ���ԸߵIJ��ʡ�ѡ��ƽ���Ըߵ�Ϳ�㡤����ǰ���ǡ�ѡ����ȷ�ĵ�Ƭ��м�ۡ����������ٶȡ���С������������
���⣺��������
ԭ������С���ڡ����߲��ʵ����Բ��㡤��мճ�������������䡤����ǿ�Ȳ��㡤���������������
�Բߣ�ѡ�����ԸߵIJ��ʡ�ѡ����ճ�ŵIJ���Ϳ��/�����մɲ��ʡ��������еĵ�Բ������Сǰ���ǡ���С������������
���⣺���б���
ԭ�����߲��ʵ����Բ��㡤����ǿ�Ȳ��㡤����ǿ�Ȳ��㡤���������������
�Բߣ�ѡ�����ԸߵIJ��ʡ�ѡ������ǿ�ȸߵĵ�Ƭ��м�ۡ�ѡ�������нǵĵ��ˡ�ѡ���ߴ��ĵ��ˡ���С������������
���⣺��м���ĸ���
ԭ��ѡ���IJ��ʲ����ʡ����з����Բ�����ٶȹ��͡�����������
�Բߣ�ѡ���뱻���������Ե͵IJ���Ϳ��/�����մɲ��ʡ�ѡ��ƽ���Ըߵ�Ϳ�㡤����ǰ���ǡ���С��Բ����������ٶȡ����ӽ�����
���⣺���Ա���
ԭ�����߲��ʵ������Բ��㡤ǰ���ǹ�С�������ٶȹ��ߡ���������������������Ͳ���
�Բߣ�ѡ�������ԸߵIJ��ʡ�����ǰ���ǡ����������ٶȡ���С������������ʺϵ���������
���⣺��������
ԭ�����߲��ʵ���ĥ�Բ��㡤ǰ���ǹ�С�������ٶȹ��ߡ����������ߡ������
�Բߣ�ѡ����ĥ�ԸߵIJ��ʡ�ѡ��ƽ���Ըߵ�Ϳ�㡤����ǰ���ǡ����������ٶȡ����ͽ��������ı�ʹ����䶯�ı߽�λ��
|
ס��Ӳ�ʲ������������߱����������ܣ��ܹ�������߿ͻ�������������Ϊȫ����ۺ��Թ�Ӧ�̣������ܰ��ղ�Ʒ�������������ڡ����������̵Ĺ�����֤�����Dz�Ʒ������Ʒ�ʣ�ͬʱ������������ͻ����������ƺ���֣����ο��ͳߴ��С�ȡ�
��ҵ����Ӳ�ʺϽ���ҵ��������ϵ��ʽ ȫ���������ߣ�400-666-4378 �����ܻ���0769-82990080 18�� ���涩����0769-87288036 Ͷ�����ģ�0769-87983965
�ͷ�����:�Ӿ��� 13609689756 |




