

商铺名称:纽威数控装备(苏州)有限公司
联系人:陈经理(先生)
联系手机:
固定电话:
企业邮箱:136946316@qq.com
联系地址:江苏省 苏州市 中国江苏省苏州市高新区科技城浔阳江路69号
邮编:00000
联系我时,请说是在快能纺机网上看到的,谢谢!
商品详情


销售电话: 陈经理 133-8215-0072
|
该系列数控刨台卧式铣镗床,在结构设计和制造技术领域吸收了国内外先进技术,按照模块化的设计理念,采用现代设计技术最新研发而成,适合于中型零件进行端面铣、镗/钻孔、攻丝、车螺纹、车外圆以及三维曲面等的多工序加工,可一次装夹完成多个工序加工。针对工件的特殊加工需求,机床还可选配刀具中心冷却(内冷)功能、刀库等其它功能。 机床广泛应用于航空航天、船舶、铁路、国防军工、新能源、风电核电、矿山冶金、工程机械、石化机械、内燃机、水泵阀门等各类通用机械加工行业,是箱体类、壳体类、机座类等零件的首选加工设备。 |
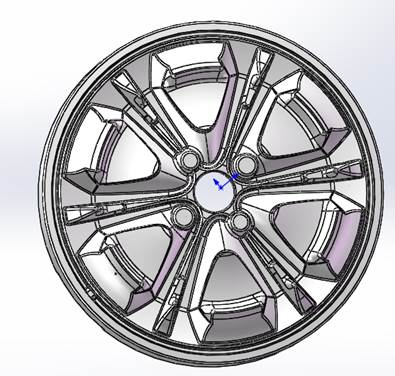
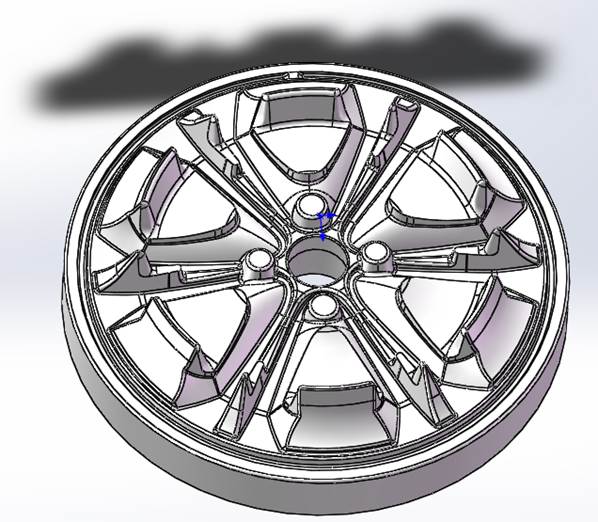
轮毂模具加工
收缩

轮胎模
收缩



叶轮加工
收缩



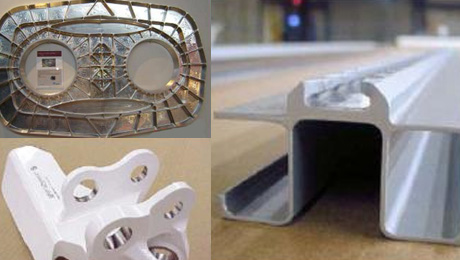
发射器箱体
收缩



缸体加工
收缩


飞机机翼
收缩



典型飞机机身零件
收缩
典型发动机零件
收缩


飞机机翼
收缩


|
名 称 |
单位 |
PB110H |
PB130H |
| 工作台尺寸 | mm | 1400X1600 | 1600X1800/2000X2000 |
| 工作台最大载荷 | kg | 8000 | 15000/20000 |
| 工作台T型槽宽度 | mm | 28 | 28 |
| 工作台最小分度 | 0.001° | 0.001° | |
| 工作台最高转速 | r/min | 2 | 2 |
| 工作台横向行程X | mm | 2500 | 3000 |
| 主轴箱垂直行程Y | mm | 2000 | 2000 |
| 立柱纵向行程Z | mm | 1500 | 1600 |
| 主轴轴向行程W | mm | 600 | 800 |
| 工作台行程B | 度 | 360 | 360 |
| X/Y/Z/W | m/min | 6/6/6/2 | 6/6/6/2 |
| X/Y/Z/W | m/min | 10/10/10/4 | 10/10/10/4 |
| 主电机功率 | Kw (30min) | 18.5/22 | 22/30 |
| 主轴最高转速 | rpm | 10-2500 | 10-2500 |
| 主轴锥孔 | BT50 | BT50 | |
| 拉钉规格 | P50T-1 | P50T-1 | |
| 镗轴直径 | mm | Φ110 | Φ130 |
| 镗轴轴向最大抗力 | N | 15000 | 25000 |
| 铣轴端部直径 | mm | Φ221.44 | Φ221.44 |
| 铣轴最大扭矩 | N.m(30min) | 2150/2590 | 2837/3868 |
| 刀库容量 | 把 | 40(链式) | 40(链式) |
| 刀柄型式 | MAS403 BT50 | MAS403 BT50 | |
| 最大刀具直径/长度/重量 | mm/mm/kg | Φ125/400/25 | Φ125/400/25 |
| 最大刀具直径(相邻无刀具) | mm | Φ250 | Φ250 |
| 定位精度(X/Y/Z) | mm | 0.02 | 0.02 |
| 重复定位精度(X/Y/Z) | mm | 0.015 | 0.015 |
| 定位精度(W) | mm | 0.025 | 0.025 |
| 重复定位精度(W) | mm | 0.02 | 0.02 |
| 定位精度(B) | 15" | 15" | |
| 重复定位精度(B) | 7" | 7" | |
| 数控系统 | NEWAY FANUC | NEWAY FANUC | |
| 自动排屑器 | 单螺旋+链板式 | 链板式 | |
| 机床净重 | kg | 约30000 | 约40000 |
在线询盘/留言




