

商铺名称:郑州华菱超硬材料有限公司
联系人:崔女士(小姐)
联系手机:
固定电话:
企业邮箱:3586073544@qq.com
联系地址:河南省郑州市高新区长椿路与药厂街交叉口国家大学科技园研发5号楼B座
邮编:450001
联系我时,请说是在快能纺机网上看到的,谢谢!
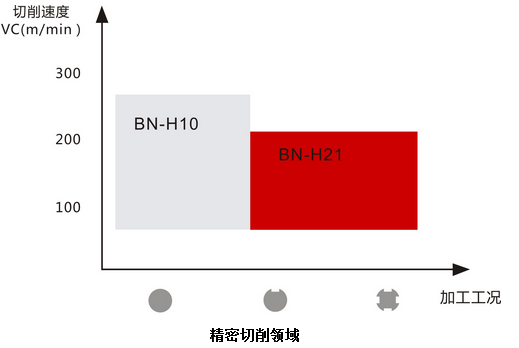
断续加工淬火后HRC65度高耐磨粉末高速钢的刀片BN-H21价格实惠,用BN-21刀片强断续加工高速钢耐磨寿命高可替代进口CBN刀片,与进口某日系CBN刀片的效果对比:强断续加工高耐磨粉末高速钢的外圆,工件硬度:热处理后HRC65度,选用刀片材质BN-H21型号CNGA120408,切削参数:ap=0.15mm,Fr=0.1mm/r,Vc=35-60m/min,湿切。华菱BN-H21材质CBN刀片的使用寿命提高5倍以上,且在强断续切削的加工工况下,刀片没有出现崩刀、崩刃。

如果遇到以下问题可致电华菱超硬15617638511/0371-66681275为您“量体裁衣”推荐刀具方案:断续加工高速钢崩刀崩刃掉刀头,断续加工高速钢刀片不耐磨寿命低,断续加工热处理后硬度60度以上车不动打刀,断续加工高速钢用CBN刀片干切效果不理想,断续精车加工高速钢粗糙度达不到要求,断续加工高速钢受热变形精度公差不稳定等。
粉末合金高速钢简称粉末高速钢,如ASP23,M2,M4,M5,M42,ASP60等,热处理后可以获得极高硬度(HRC 63~70),在550~600℃仍可保持高硬度(HRC 60以上)和高耐磨性的耐热耐磨钢类,其主要用途为制造各种机床的切削工具, 也部分用于高载荷模具, 航空高温轴承及特殊耐热耐磨零部件等。高速钢制作切削工具的优势,在其作为耐热耐磨零部件材质时,就成为切削加工的难点。
热处理后的高速钢,不仅硬度很高,需要用超硬刀具才能车削加工,而且材质本身不均匀,加工余量不稳定,遇到有凸点或硬质点,来不及退刀可能会直接导致刀头崩掉,更何况有些高速钢模具存在断续情况,对刀具的要求更高!
华菱超硬研发的能承受强断续加工工况的CBN刀片BN-H21,在断续加工高速钢方面具有较大优势,比陶瓷刀片硬度高,适宜用于热处理后HRC50度以上的高速钢以车代磨加工,而陶瓷刀片可加工HRC50以下的硬钢件;耐磨性高,普通CBN刀片常用于干式切削,华菱BN-H21刀片不仅可以干切,同样可以用于湿切加工,适应性更强;耐崩损性能优异,普通CBN刀片和陶瓷刀片都有硬而脆的特点,华菱研发的非金属粘合剂CBN刀片BN-H21材质韧性较好,可强断续加工高速钢。

华菱超硬,作为我国超硬刀具国产化的先驱,以国家超硬材料重点实验室和河南科技大学为技术依托,自备超硬刀具研发中心,专注于脆硬材料和难切削材料加工用立方氮化硼刀具和高品级金刚石的研究方向,在以车代磨、超高硬度重载切削、高速加工,难加工材料切削等细分领域独具优势。同时,依据河南超硬材料研究所的先天资源,在3C行业、航空航天、核能军工领域不断推陈出新CBN/PCD刀具和其他新材料工具,用户覆盖了中国大陆、中国台湾、德国、意大利、美国、韩国、日本等多个国家和地区。




