

商铺名称:青岛爱斐特造型机械有限公司
联系人:王(小姐)
联系手机:
固定电话:
企业邮箱:3624379303@qq.com
联系地址:山东省青岛市黄岛区海西路南段峡沟村西
邮编:266400
联系我时,请说是在快能纺机网上看到的,谢谢!
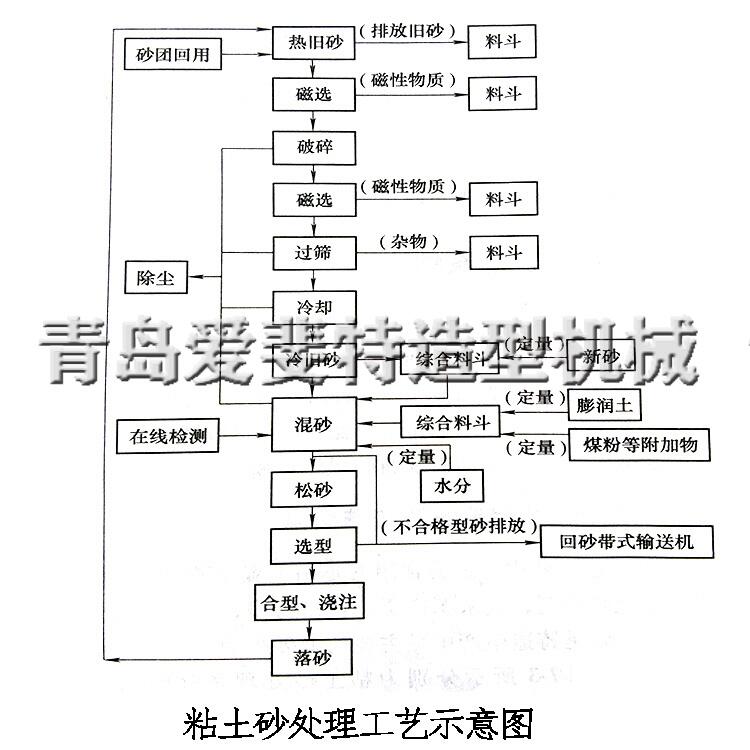
砂处理流程线路
铸件分离→皮带机→一次磁选→砂温测定→加水→二次磁选→六角筛→筛分→皮带→砂温测定→加水沸腾冷却→皮带→斗提机→皮带→储砂罐→震动给料机→新旧砂称量→砂温测定→辅料及水称量混料→湿压强度与紧实率在线测定→松砂→皮带→造型储砂罐→实验室取样→造型

粘土湿型砂处理系统组成包括旧砂处理(破碎、磁选、筛分、烘干、冷却)、储存和输送系统;新砂处理(烘干、过筛)、储存和输送系统;附加物储存和输送系统;型砂混制(包括各种物料定量加入)和输送系统;型砂质量在线监测和控制系统;机械化运输电气连锁控制系统等。
粘土砂生产线工作流程简介
经震动落砂机分离出的旧砂,再经过破碎机和磁选机进行破碎、磁选后的热旧砂由带式输送机或旧砂斗式提升机提升到精细六角筛过筛。过筛后的旧砂进入旧砂储砂斗,经带式给料机进入砂冷却器(沸腾冷却床)冷却,冷却后的旧砂输送进入旧砂储砂斗,再由带式给料机定量加到旧砂和新砂混合称量斗内。新砂通过输送系统输送到新砂储砂斗内,由储存斗下的带式给料机定量加到旧砂和新砂混合称量斗内。煤粉和粘土用输送系统分别输送到料斗内,并由料斗下的螺旋给料机定量加到辅料称量斗内。
混砂时,新砂、旧砂及辅料分别有称量斗加入混砂机混制,水则通过水箱经称量器定量后加入混砂机内。混好的型砂排放到型砂储存斗,由储存斗下的给料机卸到新砂带式输送机上送至造型工部造型。旧砂水分及温度探测仪控制当前碾混砂加水量,型砂质量在线检测仪则修正下一碾混砂加水量和粘土砂加入量。也可以通过型砂质量在线监测装置控制型砂紧实率,从而控制当前碾加水量。
粘土砂线上的主要单机介绍:落砂滚筒、破碎机、磁选机、精细六角筛、沸腾冷却床、再生机、圆盘给料机、斗式提升机、皮带输送机、混砂机等。
设备功能介绍
混砂机
混砂机是型砂处理系统的关键设备。型砂性能是否符合要求,除受原材料的质量及配比等影响外,也与混砂过程密切相关。
连续式混砂机是我公司完全独立自主设计的。该机主要是用于大中型铸造车间混制各种型砂。

该机的工作原理低速转动的滚筒与高速转动的主轴相向转动,使型砂前进的同时得到混合,高速转动的主轴对型砂施以冲击力,使砂子与陶土和水分混合,使砂料间产生快速扩散和强烈的摩擦,从而达到混砂效率高、质量好的目的。
HS系列全自动连续式高效变频式混砂机是我公司针对粘土砂混砂工艺独立研发的一款独立高效节能混砂机,为公司发明专利产品,并获得了“技术创新奖”。相比传统转子混砂机节能80%,混砂质量更好。
1高效高质:新式高效节能混砂机真正实现无死角混砂,使砂子与水分及膨润土快速混合在一起,确保每一粒砂子表面上均匀包裹一层膨润土,使型砂达到更佳的性能状态。相比传统转子式混砂机,混砂质量更好。
2节能环保:新式高效节能混砂机通过变频器变频控制可自动实现所需混砂量额能力切换,比相同混砂能力的转子混砂机节能80%以上,该混砂机为全封闭结构,无需人员操作,真正实现了节能环保。
3坚固耐用:新式节能高效混砂机结构设计简洁,维护维修十分方便,在正常使用下两年内不需要更换配件,大大延长设备使用寿命。
1.磁选装置
在砂处理的自动造型线中对型砂内铁磁性异物的含量有严格的要求。采用两次磁选,分别为悬挂式磁选机和永磁皮带头轮,使砂层表面与内部铁磁物清除。
2.砂温测定与加水装置
在自动造型中对型砂砂温也有着要求,一般在15-30度,在铸件刚分离而进入皮带后,旧砂的温度较高,此时可通过加水预降温,有助于后面的震动沸腾床冷却,从而达到砂温冷却目的。采用刮板感应器传动皮带上的旧砂,首先确定皮带上是否存在砂,再通过感应器测得砂温,再PLC控制系统上设置四个温度值,每个值对应一个加水喷头,四个喷头的喷水量依次增加。根据车间实际的温度和湿度以及铸件的质量,依靠PLC操作工长期工作经验而设定四个温度。
3.六角筛
旧砂中存在芯头和块状的砂团,如果大量芯头直接进入造型线的型砂中,芯头中的树脂在高温下会分解产生碳化氢气体,从而会增加铸件表面粗糙度,同时会导致大量的气孔产生。
采用六角筛筛分,筛体为卧式截锥形六梭柱,进料端较大、出料端较小。绕柱轴旋转的筛选。筛网采用高强度高硬度冷拔不锈钢丝编织,筛网小孔径为6*16.物料从筛筒近高点冲下同时六角筛筒的高速颠簸冲撞作用,使旧砂团块达到精细破碎和筛分。

4.震动沸腾床
在造型时对砂温有要求,砂温过高会使得型砂中的水分蒸发较快,从而影响到型砂的紧实率以及水分含量等性能,进而导致砂强度的下降,成型性能下降,易产生沙孔、粘砂及气孔等缺陷,所以在旧砂经过磁选和筛分后要对其进行冷却。
采用震动沸腾床,旧砂由给料装置均匀地送到沸腾床的沸腾版板上,沸腾床造震动电机的作用下使沸腾板不停的震动,板上的旧砂一面被向上抛掷,一面向前移动。砂粒在移动过程中互相碰撞、摩擦和挤压;将附着在砂粒表面的粘结物脱落,同时,鼓风机从沸腾板下方吹入冷风,流动的空气从沸腾板间的缝隙进入砂层使旧砂与冷空气进行交换而达到降低砂温的目的。
5.除尘设备
砂处理设备工作时会产生大量的粉尘,砂处理的除尘系统一方面要保持铸造车间的清洁、不损害操作人员的健康;另一方面砂处理旧砂回用过程中,因浇注时烧损的部分型砂如粘土砂、煤粉等多余灰分都通过除尘系统排掉,否则会造成型砂中无效含泥量积累增多,恶化型砂性能,增加铸件废品率。因此,除尘效率队型砂质量和铸件质量也有很大影响。
型砂处理主要包括原材料的准备、旧砂的处理和回用,以及型砂和砂芯的制备。如果新砂在运输过程中混入了杂物,或其含水量高,则要进行烘干或过筛处理。落砂后的旧砂含有硬砂团、芯块、碎铁及断裂的浇冒口等杂物,枯砂和粉尘的增加,成分、水分及温度很不均匀,因此要对旧砂进行破碎、筛分、磁选冷却处理,分离出各种杂物,并使其性能均匀化。
型砂和砂芯的制备是砂处理系统中的中心环节,按成分配置的型砂,在混砂机中混合,达到质量要求后,送至造型和制芯工部使用。为完成上述任务,就要有许多工艺对原材料、旧砂及型砂进行处理,还要有各种运输设备和辅助装置将工艺设备联系起来,组成砂处理系统。
砂处理系统工艺过程复杂,处理和运输工作量大,设备种类繁多,容易产生灰尘,劳动条件差。因此实现砂处理系统的自动化,加实现处理过程的自动化,加强砂处理过程的控制和管理,不仅可以提供合格的型砂、芯砂以保证铸件质量,提高劳动生产率,节约能源和资源,而且还可以保护环境和改善劳动条件。

粘土湿型砂是以膨润土作为粘结剂的型(芯)砂。其来源广泛、价格低廉,浇筑后的型砂经处理后可反复使用,适合于批量大规模生产,是目前铸件生产的主要方式。
粘土砂再生的意义
1.对型砂方面:有效去除型砂中的死黏土等微粉;降低型砂水分加入量;使型砂的分布粒度分布更匀;降低新砂对型砂的污染,控制瓷化膜的总量;降低新砂加入量;型砂的温度,得到降低;
2.对铸件质量方面: 提高表面光洁度;降低废品率;砂处理系统主要由落砂、筛分冷却、旧砂储存再生、混砂单元、提升输送、除尘系统和电控系统等组成。
砂处理的特点
1、成品率高
铸件成品率一般情况下大于等于92%,较高情况可达96-98%。
2、表面光洁
比普通粘土砂型高2-3个等级,表面粗糙度可达R12.5
3、尺寸精度高
由于型砂强度较高,铸件尺寸精度比一般潮模砂高2个级别,可达IT8-10级,后续加工余量可减少,刀具磨损小。
4、工艺简洁,易于控制,工作效率高。适用于多种铸件的生产。

对于粘土湿型砂处理系统,可实现如下要求:
1.旧砂的要求
(1)尽管混砂机在混制型砂过程有各种仪器对型砂质量进行检测控制,但它只能进行微调整。因此,要求进入混砂机前的旧砂含水量和温度应保持稳定。如旧砂水分保持在2.0%±0.2%,旧砂温度低于50℃,尽量不超过40℃.
(2)通过磁选、过筛后,旧砂无残铁等磁性物质和芯头、芯块等杂质,φ3-φ5mm的小砂团低于5%。
(3)系统应有足够的储砂量,砂子在一个生产班次的循环使用次数不超过3次,使旧砂成分和性能波动小。
(4)浇注后型砂中部分粘土长时间在500℃以上的温度作用下,会失去结构水变成死粘土。死粘土是一种具有许多细微孔隙的多孔物质,具有很强的吸收水分能力,旧砂中每增加1%的死粘土,混砂时就要增加2%的水分,而型砂中水分太高对铸件质量将产生不良影响。因此。要求旧砂中总的含泥量应保持在10%-15%,其中有效粘土为7%-8%,失效粘土<5%。
2.有准确的称量并能方便的改变配比
3.有排放旧砂的系统
4.设有型砂团回用系统
5.有混砂单元
6.配置除尘器
7.有不合格型砂、回流旧砂处理系统装置
青岛爱斐特造型机械有限公司隶属于青岛华鑫盛业铸机有限公司,青岛华鑫克斯顿机械有限公司是青岛华鑫的前身,成立于1998年,从事铸造机械行业20余年。是中法合资企业,集科研、开发、生产、安装、调试服务与销售为一体的紧密型企业。青岛华鑫集全自动静压造型线,造型机,射芯机,抛丸清理机,砂处理生产线,等铸造机械于一体的综合性公司。公司主营产品是:浇注机,全自动静压造型线,管件专用静压造型线(粘土砂下芯),气动微震造型机,射芯机,壳芯机,抛丸机,树脂砂生产线,粘土砂生产线,消失模生产线,v法生产线等铸造设备。




