商铺名称:郑州华晨机电设备有限公司
联系人:徐建超(先生)
联系手机:
固定电话:
企业邮箱:718350991@qq.com
联系地址:郑州市高新区大学科技园研发五号楼
邮编:450000
联系我时,请说是在快能纺机网上看到的,谢谢!
众所周知,粉末冶金是一种使零件可以“接近最终形状”的成型工艺,广泛应用于汽车、农机生产等行业。粉末冶金零件虽然只需少量的加工,但是极其难加工,这主要是由于粉末冶金材料的多孔性结构所引起的,多孔结构降低了刀具的使用寿命。目前加工粉末冶金零件的刀具材料有硬质合金,金属陶瓷,立方氮化硼(CBN)等,本文主要介绍了粉末冶金零件难加工的原因,及采用CBN刀具切削加工粉末冶金零件的应用案例。
粉末冶金零件难加工的原因
虽粉末冶金零件只需少量的加工,但是加工粉末冶金零件是极其困难的,这主要是由于粉末冶金材料的多孔性结构引起的。
多孔性会致使(1)切削刃不耐磨;(2)切削刃温度高,引起刀片磨损和变形;(3)内在的多孔结构引起表面面积增加,使热处理时发生氧化或碳化,并且这些氧化物和碳化物很硬很耐磨;(4)由于孔隙的存在,在较小的面积内硬度值也有一定的波动。测得的宏观硬度虽为HRC20-35 ,但组成零件的颗粒硬度会高达HRC60 ,这些硬颗粒会导致严重而急剧的刃口磨损;(5)很多粉末冶金零件热处理后更硬,强度更高。(6)零件里可能会有掺夹杂物的存在。这些问题都会称为粉末冶金零件难加工的问题。
粉末冶金车削加工刀具的选择
目前,加工粉末冶金的刀具材料有硬质合金、金属陶瓷和立方氮化硼,当粉末冶金零件的硬度低于HRC35,并且颗粒本身硬度不超出范围时,金属陶瓷刀具通常是可选择的刀具之一。金属陶瓷很硬,能有效阻止积屑瘤且能承受高速。
而CBN刀具因其高硬度和耐磨性而适合于粉末冶金零件的车削加工,当颗粒硬度超过HRC50时,不管宏观硬度值是多少,立方氮化硼刀片是可用的。目前常见的华晨CBN刀具材质是粉末冶金加工刀具新材料,可微断续切削粉末冶金,还有牌号主要用于连续切削工况,吃刀深度≤0.5mm,是目前加工粉末冶金的理想刀具材质。

CBN刀具加工粉末冶金零件的切削参数
由于每个零件的大小不同,工况不同,机床刚性不同,因此在加工粉末冶金零件时切削参数有所调整,因此刀具厂家一般只提供一个范围(如下表),从低到高调整至更合理的切削参数值。

CBN刀具车削加工粉末冶金带轮的案例

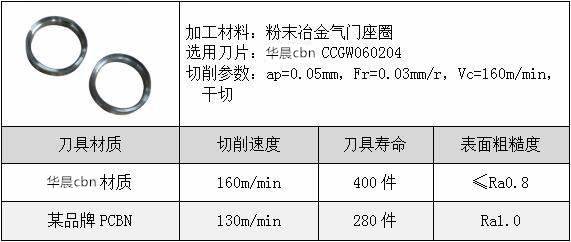
CBN刀具车削加工粉末冶金气门座圈的案例