

商铺名称:乐清市乐可力气动科技有限公司
联系人:游辉荣()
联系手机:
固定电话:
企业邮箱:
联系地址:浙江省 温州市 乐清市 柳市镇杨宅村包桥南路32号
邮编:
联系我时,请说是在快能纺机网上看到的,谢谢!
商品详情
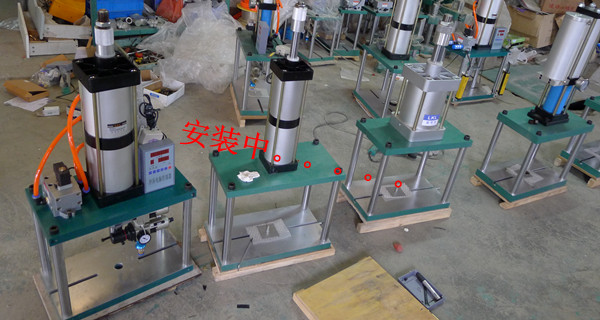
气动压床特点:
1. 以0.2-1mpa的压缩空气为动力源,外接ac220v交流电源。
2. 没有油压系统待机时所产生的噪音,可节省电力消耗降低生产成本。
3. 行程可调节,特殊行程可定做。
4. 机械启动方式采用双按钮开关(或脚踏开关)设计。
5. 出力调整容易,只需调整气压压力,就可达到所需要的压力,简单方便。
6.气缸行程调整简单,气缸下行速度可调;
7.脚踏开关操作方式控制。
8.安全设计,操作舒适,人性化设计,适合长期作业。
9.适用范围:气动压床广泛用于电子、家电、印刷、包装、塑料、家具、汽车等行业(如:马达组立、轴心、轴承压入,电器开关组立,电子、计算机零件组立、铆合,印商标、打字及其它铆合,冲孔,切断等作业)。
气动压力机工作原理
气动压力机又称作气动冲床,它是利用压缩空气泵提供的压缩空气经电磁阀进入气缸,带动活塞传动到主轴上使主轴形成向下运动,从而形成冲力,使工件在模具中产生规定的变形而达到加工的目的.为了方便于客户的使用,在设备上还添加了电器控制部分.大大提高了工作的效率.
选用合适的空气泵
耗气量计算方法与空压机之选用
q=(a1+a2)s(p+1)/1000000*n=q1*n(m3/min)
a1、a2进排气腔有效面积(cm2)
n-每分钟工作次数
s-行程(cm)
q1-每冲程耗气量(m3/行程)
注:因供气管道的压力降,渗漏及设备利用系数不同,选用空压机时宜以实际耗气量的1.5-2倍计算。
当前的市场对气动类设备的需求越来越高,不仅仅实现简单的压入 保持 自动回程等功能,还有需要达到许多问题。半程悬停,保持压力,下压,再保持,等等相关要求,同时结合光幕保护实现自动开启与自动保护功能.
气动压力机的应用范围主要是在电子、轴承装配、压铆等行业,它独特的软到位功能,
不对工件伤害的前提下完成工件的装配,气动压力机的使用方便操作简单,安全性能优于其它机械类的冲压动作。气动压力机的体积小,无任何污染,适合于组装线上面的装配使用。型号的选取决定于气缸的大小与闭合高度,喉口深度等主要参数,我们可以根据客户的要求非标定制相关的参数标准,适合于您工厂的使用.
气动冲床吨位的计算公式
冲床的计算吨位分为两种:
(1)无斜刃口冲
公式:冲芯周长(mm)×板材厚度(mm)×材料的剪切强度(kn/mm2)=冲切力(kn)
换算成公吨:用kn除以9.81
冲芯周长----任何形状的各个边长相加
材料厚度----指冲芯要冲孔穿透的板材的厚度
材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。常见材料的剪切强度如下:
举例
在3.00mm厚的低碳钢板材上冲孔,形状方形,边长20.00mm
冲芯周长=80.00mm 材料厚度=3.00mm 剪切强度=0.3447kn/mm2
8.00×3.00×0.3447=82.73kn
82.73kn÷9.81=8.43公吨
(2)普通冲床压力计算公式
冲裁力计算公式: p=k*l*t*τ
p――平刃口冲裁力(n);
t――材料厚度(mm);
l――冲裁周长(mm);
τ――材料抗剪强度(mpa);
k――安全系数,一般取k=1.3.
冲剪力计算公式: f=s*l*440/10000
s――工件厚度
l――工件长度我们出厂的产品都有经过检测调试后出厂,发货都是木箱打包,全国无论哪个地方,基本都可以保证机器安全到达。(气缸,电磁阀,气源处理,上下台面)都是质保一年哦,其余小配件属于易耗品,不在质保范围,比如接头,气管,螺母等等哦!
冲床的控制方式有:双手按钮控制,脚踩控制,还可以设定自动工作模式,也可定做带光幕保护装置.













注:联系我时,请说是在“机电之家网”上看到的,谢谢!
1. 以0.2-1mpa的压缩空气为动力源,外接ac220v交流电源。
2. 没有油压系统待机时所产生的噪音,可节省电力消耗降低生产成本。
3. 行程可调节,特殊行程可定做。
4. 机械启动方式采用双按钮开关(或脚踏开关)设计。
5. 出力调整容易,只需调整气压压力,就可达到所需要的压力,简单方便。
6.气缸行程调整简单,气缸下行速度可调;
7.脚踏开关操作方式控制。
8.安全设计,操作舒适,人性化设计,适合长期作业。
9.适用范围:气动压床广泛用于电子、家电、印刷、包装、塑料、家具、汽车等行业(如:马达组立、轴心、轴承压入,电器开关组立,电子、计算机零件组立、铆合,印商标、打字及其它铆合,冲孔,切断等作业)。
气动压力机工作原理
气动压力机又称作气动冲床,它是利用压缩空气泵提供的压缩空气经电磁阀进入气缸,带动活塞传动到主轴上使主轴形成向下运动,从而形成冲力,使工件在模具中产生规定的变形而达到加工的目的.为了方便于客户的使用,在设备上还添加了电器控制部分.大大提高了工作的效率.
选用合适的空气泵
耗气量计算方法与空压机之选用
q=(a1+a2)s(p+1)/1000000*n=q1*n(m3/min)
a1、a2进排气腔有效面积(cm2)
n-每分钟工作次数
s-行程(cm)
q1-每冲程耗气量(m3/行程)
注:因供气管道的压力降,渗漏及设备利用系数不同,选用空压机时宜以实际耗气量的1.5-2倍计算。
当前的市场对气动类设备的需求越来越高,不仅仅实现简单的压入 保持 自动回程等功能,还有需要达到许多问题。半程悬停,保持压力,下压,再保持,等等相关要求,同时结合光幕保护实现自动开启与自动保护功能.
气动压力机的应用范围主要是在电子、轴承装配、压铆等行业,它独特的软到位功能,
不对工件伤害的前提下完成工件的装配,气动压力机的使用方便操作简单,安全性能优于其它机械类的冲压动作。气动压力机的体积小,无任何污染,适合于组装线上面的装配使用。型号的选取决定于气缸的大小与闭合高度,喉口深度等主要参数,我们可以根据客户的要求非标定制相关的参数标准,适合于您工厂的使用.
气动冲床吨位的计算公式
冲床的计算吨位分为两种:
(1)无斜刃口冲
公式:冲芯周长(mm)×板材厚度(mm)×材料的剪切强度(kn/mm2)=冲切力(kn)
换算成公吨:用kn除以9.81
冲芯周长----任何形状的各个边长相加
材料厚度----指冲芯要冲孔穿透的板材的厚度
材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。常见材料的剪切强度如下:
| 材料 | 剪切强度(kn/mm2) |
| 铝5052h32 | 0.1724 |
| 黄铜 | 0.2413 |
| 低碳钢 | 0.3447 |
| 不锈钢 | 0.5171 |
举例
在3.00mm厚的低碳钢板材上冲孔,形状方形,边长20.00mm
冲芯周长=80.00mm 材料厚度=3.00mm 剪切强度=0.3447kn/mm2
8.00×3.00×0.3447=82.73kn
82.73kn÷9.81=8.43公吨
(2)普通冲床压力计算公式
冲裁力计算公式: p=k*l*t*τ
p――平刃口冲裁力(n);
t――材料厚度(mm);
l――冲裁周长(mm);
τ――材料抗剪强度(mpa);
k――安全系数,一般取k=1.3.
冲剪力计算公式: f=s*l*440/10000
s――工件厚度
l――工件长度我们出厂的产品都有经过检测调试后出厂,发货都是木箱打包,全国无论哪个地方,基本都可以保证机器安全到达。(气缸,电磁阀,气源处理,上下台面)都是质保一年哦,其余小配件属于易耗品,不在质保范围,比如接头,气管,螺母等等哦!
冲床的控制方式有:双手按钮控制,脚踩控制,还可以设定自动工作模式,也可定做带光幕保护装置.
注:联系我时,请说是在“机电之家网”上看到的,谢谢!
在线询盘/留言




