| 详细介绍:
氩弧焊、电弧焊(电焊机)与冷焊机的区别
1,电弧焊是工业生产中应用最广泛的焊接方法,它的原理是利用电弧放电(俗称电弧燃烧)所产生的热量将焊条与工件互相熔化并在冷凝后形成焊缝,从而获得牢固接头的焊接过程 。
2,氩弧焊是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成熔池,使被焊金属和焊材达到冶金结合的一种焊接技术。
3,冷焊机原理是利用充电电容,超短时间放电,电极材料与工件接触部位瞬间会被加热到8000°C~10000°C,等离子化状态的熔融金属以冶金的方式过渡到工件的表层。放电时间与下一次放电间隔时间相比极短,机器有足够的相对停止时间,热量会通过工件基体扩散到外界。因此工件的被加工部位不会有热量的聚集。虽然工件的升温几乎停留在室温,可是由于瞬时熔化的原因,电极尖端的温度可以达到10000°C左右。
因为电弧焊与氩弧焊热影响区域大,工件在修补后常常会造成变形、硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边、或者是结合力不够及内应力损伤等缺点。尤其在精密铸造件细小缺陷的修补过程在表面突出。在精密铸件缺陷的修补领域可以使用冷焊机来替代氩弧焊,由于冷焊机放热量小,较好的克服了氩弧焊的缺点,弥补了精密铸件的修复难题。
冷焊机相比氩弧焊电弧焊的优点:
1.设计合理,自由调节。可根据不同金属材质选用不同档放电频率,以达到最佳修补效果。
2.热影响区域小。堆覆的瞬间过程中无热输入,因而无变形,咬边和残余应力。不会产生局部退火,修复后不需要重新热处理。
3.极小的焊补冲击 ,本焊机在焊补过程中克服了普通氩弧焊对工件周边产生冲击的现象。对没有余量的工件加工面也可放心进行修补。
4.修复精度高:堆焊厚度从几微米到几毫米,只需打磨,抛光。
5.熔接强高:由于充分渗透到工件表面材料产生极强的结合力。6.携带方便:重量轻(28-30公斤),220V电源,无工作环境要求。
7.经济性:在现场立刻修复,提高生产效率,节省费用。
8.一机多用:可进行堆焊,表面强化等功能。通过调节放电功率和放电频率可获得要求的堆焊和强化的厚度和光洁度。
9.堆焊层硬度及补材多样性:使用不同的电极棒材料(补材)可获得不同要求的硬度。堆焊修补层硬度可从HRC 25 ~ HRC 62 。
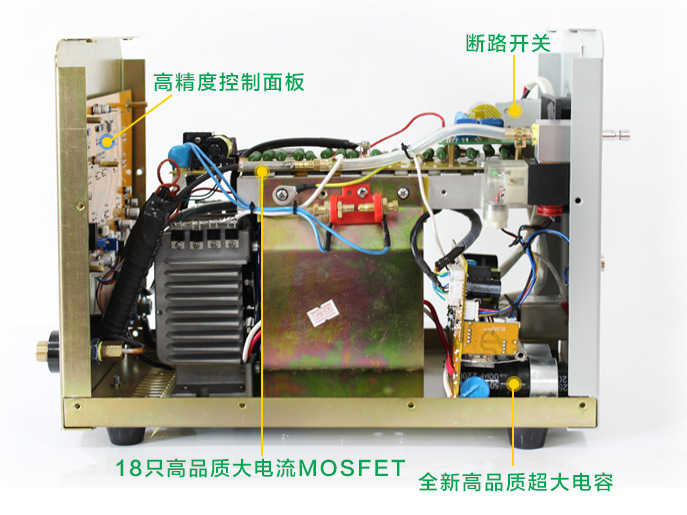
10. 主机控制系统:采用改进型内置数控微机进行双闭环精密控制。其稳定性和运行能力远远优于同类产品,采用智能IC控制板。
11.气体保护系统:改为微机控制的同步氩气保护系统,使氩气保护更好,焊接效果更加牢固,美观。同时保持了原有优点,可与昂贵的激光焊机媲美,可以最大限度地节约氩气。
12.安装条件及耗材:温度:28°C,湿度:5%-75%,不结露。电源:220伏50HZ交流电,电压稳定。环境:干净无灰尘或灰尘较少。主要消耗:焊丝、氩气、电。


适用范围和场景
一:模具行业1、注塑模2、冲压模3、压铸模4、橡胶模5、铜合金模。补焊后的模具可进行各种机械加工、热处理及渗氮处理。
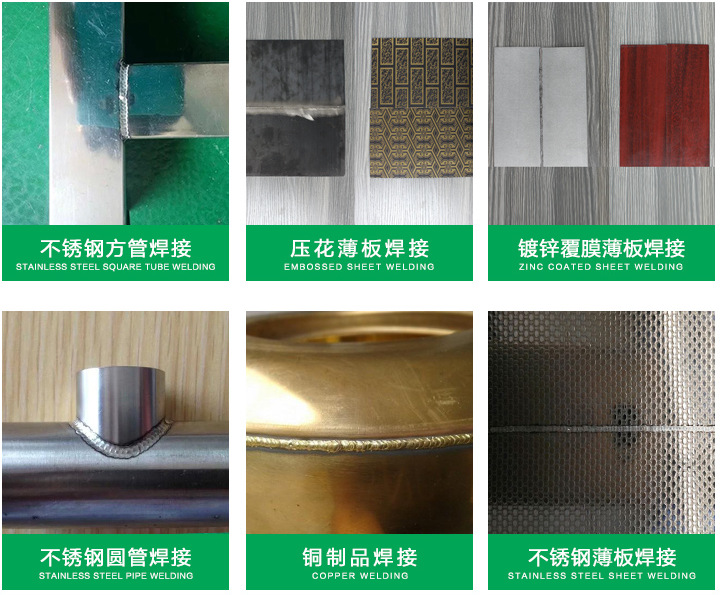
二:对薄不锈钢板进行焊接,如:不锈钢台面、钢管。
三:铸造行业:本焊机在铸造缺陷方面也有着不俗的表现。对铸造过程中的气孔、渣孔、缩孔等均可进行快速精准的修补。对球铁、灰铁、不锈钢等缺陷的修补效果极佳,焊补速度快,焊后无色差或色差小,适合工厂规模生产的需求。人们公认的较难修补的机床轨道面也得到了较理想的解决。
四:各种工件零配件修理行业: 本机对轴类、齿类及其它工件均可进行完美的修复。
产品优势:
1、 与普通氩弧焊机的比较:
由于普通氩弧焊机焊补的冲击大,输入的能量大,因此焊后工件容易变形、咬边。而本焊机成功克服了这一难点,使精密的焊补变为现实。
2、 与冷焊机的比较: 现今市场的冷焊机(如电阻焊、贴片机等)普遍存在焊补速度慢、焊后结合度低、焊材对应少等缺点,不能满足厂家的需求。而本焊机焊补速度快、焊后结合度高、焊材对应全,不同的材质选用不同的焊材。
3、 与激光焊机的比较: 本焊机焊补的精度已达到激光焊机的精度,但焊补的灵活性远远超过激光焊机,更由于可根据不同的修补量选择不同的粗细的焊丝,焊补的速度得到极大的提高,在价位上具有更大的优势,具有极高的性价比。
详细说明
1、 脉冲点焊:本功能焊补的热输入极小,焊补精确,精密细小的部位可轻易的焊补。
2、 精密氩弧焊:本功能作为一个独立的工作单元,可单独使用。本功能可以在1A的 小电流下起弧,电流稳定,火力集中。
精密焊补的特点:
1、热影响区小。
2、无须预热处理,焊后工件不会退火。
3、无变形的塌边
4、无气孔和沙眼。
5、准确而精密,可焊接小而精密的几何区,最细焊丝可用至0.1-0.2mm。
6、使用方便灵活,直接现场修补,免除对工件或修理部分做昂贵的分离工作。
7、可用于裂痕、崩缺、棱角、沙孔及模具使用磨损后的修复。
8、使用不同硬度的材料,可得到不同的焊后硬度(如:60HRC)。对冷冲模的韧口及刀具刃口也可进行焊补,免除了普通氩焊繁锁的预热、保温等过程。
| 




