|
GD130-TX管道全位置自动焊基础
一.前言
在管道工程施工中,焊接质量是保证工程质量最重要的环节之一,焊接效率也直接影响着施工进度,即工程的质量和进度在极大程度上取决于焊接质量和焊接进度。随着输油输气管道向大口径、长距离、高强度、高压力的不断发展,焊接的难度越来越大,对焊接质量的要求也越来越高。靠手工电弧焊和药芯焊丝半自动焊是很难满足上述要求的。而管道全位置自动焊,则是能够满足要求的一项全新的焊接工艺。管道全位置自动焊,是管子固定不动,焊接小车绕管子转动来实现管子全位置(平、立、仰)的焊接。焊接过程由机械和微机完成,受人为的影响因素较小,所以管道全位置自动焊具有焊缝质量好、焊接效率高等优点。管道自动焊并不是简单地用机器代替焊工操作。为保证机械化焊接作业的高质量和高效率,自动焊需要大量、细致的辅助工作。这些辅助工作的主要目的是保证自动焊作业过程顺畅、机械化焊接质量可靠,主要包括:勘察设计时确定适合于自动焊作业的管道纵向坡度,选择较小的冷弯管角度,尽量减少热煨弯管数量等;钢管制造时减小管口椭圆度、管端平直度和周长等制造参数的误差范围;现场加工坡口的管端平直度、尺寸一致性、坡口面光洁度等加工质量的保证;自动焊机组人员的操作技能和相互间配合的熟练度,自动焊工作站之间的配合与衔接;对自动焊焊缝金属无损检测方法、检测标准的统一认识,无损检测环节对自动焊系统误差而产生缺欠的及时反馈与纠正;自动焊操作工、无损检测、监理、质量监督、业主等技术和管理人员相关专业知识的培训与学习等。管道自动焊技术在我国石油天然气长输管道建设中的应用范围不断增加,但其应用率与国外相比仍然是比较低的,应用的效率、质量、成本等综合效益尚未达到其应有的水平。自动焊技术应用过程中发现的种种问题,表面看起来与设备、使用者、焊接材料及管理规定等有关,实质是没有从根本上理解自动焊对其相关辅助工作要求的严格性。因此,应将自动焊作业及其上下游工作作为一个技术体系对待,并在这一技术体系内追求各专业的技术进步及相关管理人员专业知识的提升。随着自动控制技术和电弧跟踪技术的不断完善,熟练掌握自动焊操作技能的员工队伍不断扩大,管道自动焊技术会越来越适应石油天然气长输管道的现场焊接需求,其焊接质量和经济效益都将得到提高,并逐渐成为管道建设的主要现场焊接方式。
二. GD130-TX管道全位置自动焊接系统构成及主要技术指标
GD130-TX管道全位置自动焊接系统由焊接小车、送丝装置、遥控器、焊接电源、保护气体供给系统等组成。
GD130-TX管道全位置自动焊机的主要性能指标如下:
(1)焊接速度0-2400mm/min连续可调。
(2)送丝速度0-16m/min连续可调。
(3)电弧电压14-27V连续可调。
(4)摆动宽度最大40mm。
(5)摆动轨迹任意设定。
(6)单摆时间最小250ms。
(7)焊接方式熔化极气体保护源(GMAW)。
(8)焊丝直径0.8-1.6mm。
(9)保护气体C02+Ar。
(10)送气、滞后断气时间任意设定。
(11)适用焊接电源硅整流或逆变电源(350A以上),具有焊接电源远控。
(12)适用管径130mm以上。
(三)行走结构
(1)焊接小车。焊接小车由行走机构、送丝机构、焊枪姿态调整机构等组成。
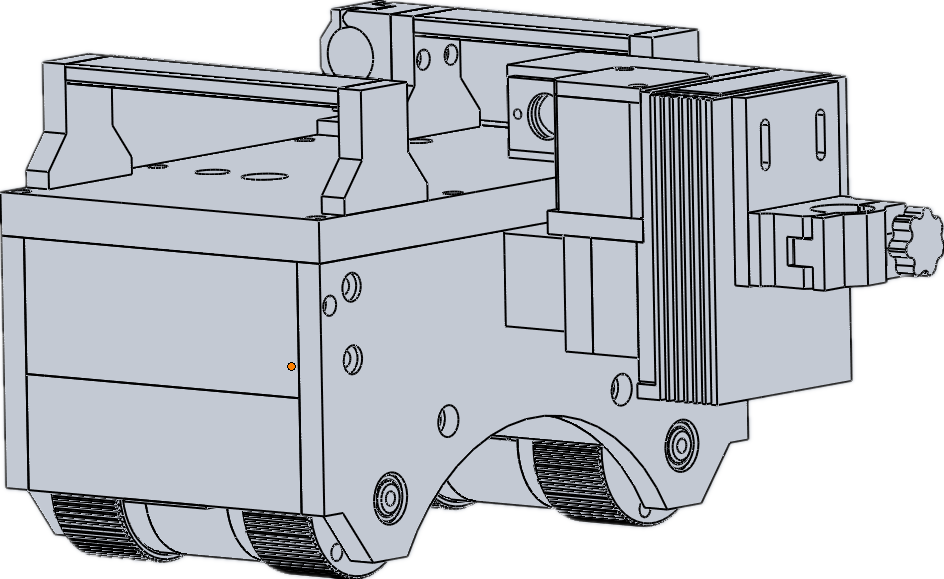 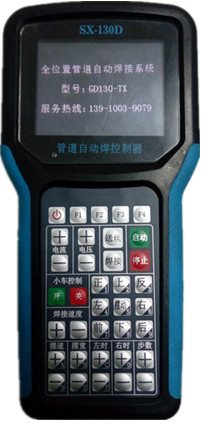
行走小车 遥控器
(四)自动控制系统
GD130-TX管道全位置自动焊机控制系统采用了数字信号处理器(DSP)为核心的先进运动控制技术,运算精度高,可对四个控制电动机实现全数字化伺服算法控制。控制系统硬件结构:
(1)运动控制 器主板。运动控制器主板具有很强的控制功能和较高的可靠性。诚主板采用手轮编码器通道和通用的I/O通道作为输入、输出接口,RS - 232串行口作为上位机与运动控制器的通讯接口,JMACHI-JM-ACH2通道控制四台电动机。 器主板。运动控制器主板具有很强的控制功能和较高的可靠性。诚主板采用手轮编码器通道和通用的I/O通道作为输入、输出接口,RS - 232串行口作为上位机与运动控制器的通讯接口,JMACHI-JM-ACH2通道控制四台电动机。
(2)I/O通道。I/O通道主要作用是为手持盒和焊接电源控制提供一个信号的输入、输出通道。
(3)手持遥控器。手持遥控器设有电流电压调节,焊接方向功能键、焊道选择功能键、焊枪位置调节键、焊车行走控制健、送丝状态控制键、焊接过程控制键、焊接过程复位键以及焊枪增幅调节键。自动焊机的控制全部通过手持操作盒来完成。
(4)焊接电源的控制。为满足自动焊接的需要,是将焊接电源送出的8位二进制数字转化为模拟电压信号或线性分段递变电阻值,以便由焊接程序自动控制电弧电压。
(5)伺服电动机的闭环控制。运动控制器在运行时自动闭合电动机的数字伺服环,伺服环的功能是通过反馈产生使电动机的实际位置逼近所要求位置的输出。
|






