产品综述
此产品有是配合氩弧焊机,实现自动焊丝填充功能,可实现单手填丝操作,减轻操作难度,提高焊接效率,提升焊缝质量。
适用材质
碳钢、不锈钢、合金铝、硬钎焊丝等
适用行业
电力、石化管道等TIG填丝焊接
功能描述
-
该填丝装置配合TIG焊机实现自动填丝
-
填丝时焊机需设置于“收弧有”状态,焊接和收弧时的送丝速度分别可调
-
焊接结束前0.5焊丝回抽,回抽速度可调
-
可手动送丝和抽丝
-
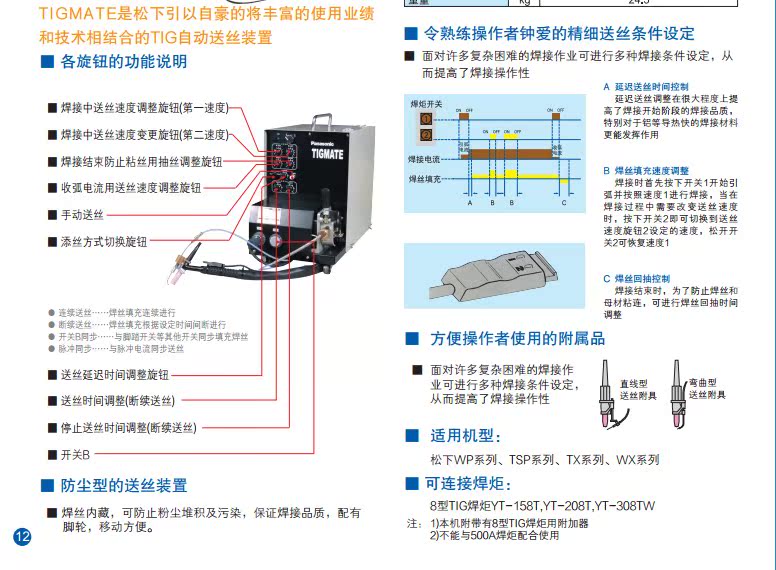
送丝装置有A和B 2个开关插座,接A开关时,通过焊炬开关控制送丝;接B开关时,通过脚踏开关控制送丝;A开关模式下,送丝速度调整有2档:第一速度和第二速度,可在焊接过程中实时切换
-
送丝方式有连续送丝、断续送丝、脉冲同步和开关B同步4种。断续送丝时,送丝时间和停止时间可自由调整;脉冲同步时脉冲应低于2 Hz;开关B同步时,送丝不与焊接电流同步,仅在开关B 接通时送丝
-
可进行手动正向送丝和逆向抽丝
-
可延迟送丝,时间可调
-
带有焊接小车控制端子
四种模式
1、连续送丝
第一步:焊机设定为收弧“有”状态
第二步:填丝装置设定为“连续送丝”状态,然后调整送丝速度
2、断续送丝
第一步:焊机设定为收弧“有”状态
第二步:填丝装置设定为“断续送丝”状态,然后调整“送丝时间”和“停止时间”
3、脉冲同步送丝
第一步:焊机设定为收弧“有”、“低脉冲”(脉冲频率<2Hz,脉冲宽度为50%)状态
第二步:调整焊机的“脉冲电流”和“基值电流”
第三步:填丝装置设定为“脉冲同步”状态,填丝装置与焊机脉冲电流同步脉动送丝
4、开关“B”同步送丝与专机配合,开关“B”同步时,送丝不与焊接电流同步,仅在开关B接通时送丝。例如,脚踏开关踩合时自动送丝,可同时观察焊缝向任意部位送丝。
注:使用开关B 时,不可同时使用断续送丝或脉冲同步送丝。
改变填丝量说明:填丝装置的焊炬开关上设有“第一速度”和“第二速度”,焊接中当需要增加填丝量时,按下“第二速度”(第二速度设定速度较快),填丝装置自动切换为快速送丝。