
焊后消氢处理,是指在焊接完成以后,焊缝尚未冷却至100℃以下时,进行的低温热处理。一般规范为加热到200~350℃,保温2-6小时。焊后消氢处理的主要作用是加快焊缝及热影响区中氢的逸出,对于防止低合金钢焊接时产生焊接裂纹的效果极为显著。
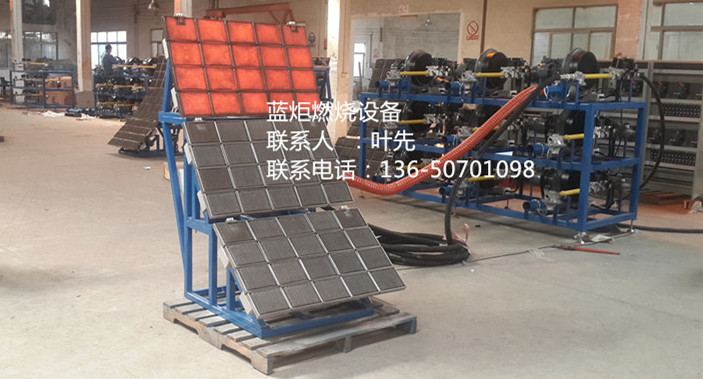
红外线燃气加热器可以与工件近距离接触加热,可以做成复杂、各种形状的加热器,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消气和焊后的局部热处理,具有加热速度快、热利用率高、红外线辐射效率高、节能显著、劳动强度低、高温不易回火、使用安全可靠、操作方便的优良性能,是目前焊接界一种最新颖实用的理想局部热处理燃气加热器,最高工作温度800度。
应用举例
某企业钢管的直径250-1000mm,要求利用燃气红外线加热器对钢管进行焊接前的预热处理,加热时处于旋转状态。该企业要求生产两种规
格的预热系统,分别用于250-500mm的钢管加热和500mm以上的钢管加热。
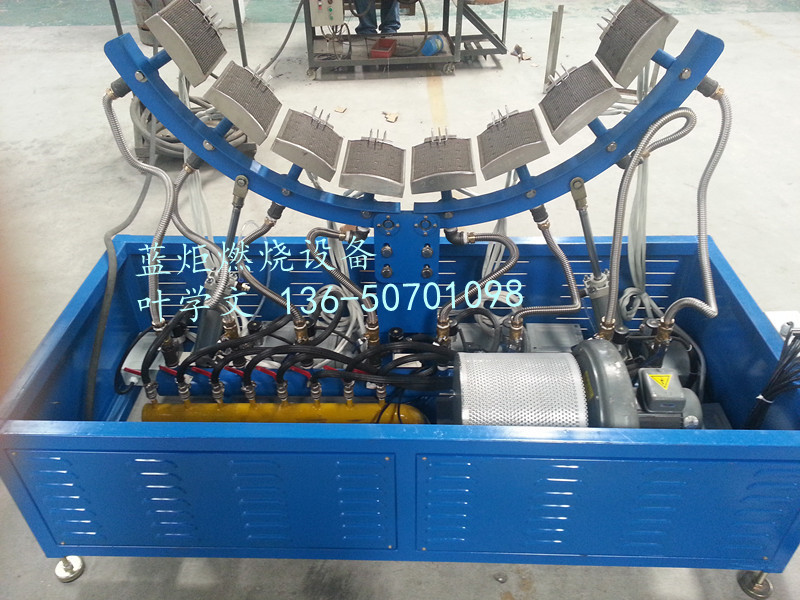
选用我公司标准的红外线加热单元,自然引射型,基本尺寸为150×200,加热功率在3-25kw之间可调。
针对250-500mm的预热系统,燃烧器数量为6个,总的加热负荷60kw,最大燃气消耗4.5kg/h;
针对500-1000mm的加热系统,燃烧器数量为12个,总加热负荷120kw,最大燃气消耗9kg/h。
蓝炬红外线燃烧器属于完全预混燃烧器,它采用合金材料毡制作燃烧器头部,这种材料是由极为纤细的铬、镍、铝合金纤维组成的立体多孔网状物,其独特结构使其成为一种透气性很强的均匀介质,是一种非常理想的燃烧媒介。
工作原理
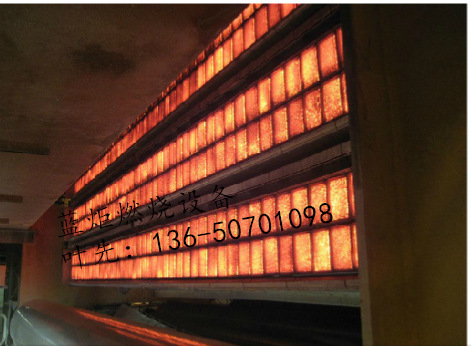
蓝炬燃烧器属于预混气体表面燃烧。预先混合均匀的燃气空气混合物流向燃烧器头部,在透气性均匀的织物表面层进行燃烧。燃烧以两种方式进行,既红外热辐射方式和蓝焰方式。红外热辐射方式是可燃混合物在织物内部进行燃烧,织物被加热至白炽状态,一部分热量以辐射方式释放。蓝焰方式是可燃混合物在织物上方燃烧,火焰承蓝色浮在表面上,热量以对流方式释放。
由于织物的均匀透气性和燃气与空气的均匀预混,燃烧十分稳定和温度分布均匀,没有局部高温存在,因此抑制了NOx的生成。预混又有足够的空气供给,故C0的排放也低。
蓝炬红外线加热器特点:
1. 使用温度高:表面温度可达1100℃(极限温度上限1250℃)
2. 热负荷调节范围大,红外线燃烧模式:70-500kw/m2。
3, 使用寿命长:最高可达20000小时,维修成本低。
4 .热辐射效率高:>50%,升温快,节省燃气。
5. 不易吸水:即使在潮湿环境中进行高温加热也不会对材料造成损坏。
6. 燃烧均匀稳定:高温状态也没有回火现象,受热均匀。
7. 热惯性小:升温和冷却快(熄火后5秒内可冷却到常温),可实现自动温控。
8. 抗热膨胀强:热负荷的剧烈变化不会对材料造成损害。
9. 强度高:抗一定的机械冲击,对材料没有影响,使安装搬运不容易破损。
10.设计制作方便:可以根据需要量身定做各种形状和功率不同的燃烧器。
11.低CO:由于是完全预混燃烧,燃烧更为充分,在红外线燃烧模式下CO<25PP更环保。
12.低NOx:在红外线燃烧模式下,<10ppm,相当于欧洲标准。
13.无噪音:可以实现安静地燃烧,低于国家1类噪音标准。
14.热效率高:采用完全预混燃烧方式,空气过量系数极低,热效率较常规燃烧器提高10%以上。






