ACF��ѹ����������ѹ������ҵ�Ƴ̹淶-�������ܵ���
��ʿ��ACF��ѹ����������ѹ������ҵ�Ƴ̹淶
1.���÷�Χ
���淶��������Ӳ�����Ӽ����е�ACF��ѹ��ҵ�Ƴ̩o�淶���Ƴ̵ķ����pҪ���ע����������Ƴ���Ʋ������o��Ʒ��Ʋ�������Ӱ���Ʒ�����������������ȱ©����
ע��ACF������ҪӦ����LCD��ʾ��Ʒ������FPC��PCB���ӡ�FPC��Panel���ӡ�PCB��IC���ӡ�FPC��Ceramic���ӡ�IC Card��IC Tag���ӡ����淶��Ҫ����FPC��PCB���ӣ���FOB��Ϊ�����������������������ӵ�����֮�����˴�����������
2.ACF������
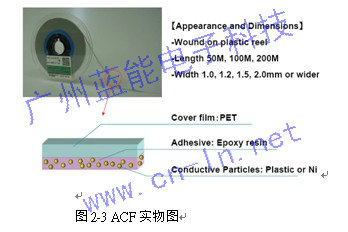
ACF��Anisotropic Conductive Film�����������ƽ��췽�Ե��罺����ͼ2-1��2-2��ʾ������3~10um�������Ӻ���֬��ɵ����ӽ��ʡ��ھ�����ѹ���ź�PADͨ�������������µ�����ͨ�������Ҳ���ͨ��ʵ�ֵ������ӡ���֬�����ȹ̻���ʵ�ֻ�еճ�ӡ�
 |
|
|
ACF��Ʒ����ACF�����ػ�����ACF��������һ��ľ���״��Ʒ����ͼ2-3��ʾ��ÿ����������50m��100m��200m��������1.0mm��1.2mm��1.5mm��2.0mm���߸��������һ��Ϊ80um������ACF����30um,���ػ�����50um����ACF��������֬����ȷֲ�����֬�еĵ���������ɡ���������Ŀǰ��Ҫ��������֬�ⲿ����/��Բ��״��������״�����������֡���֬����/�����ӿ�Ӧ���ڲ������Ʒ֮������ӣ���������ƻ�������·����������ѹ��̽���ѹ����·��һ��ֻӦ���ڽ�����·������ӡ�
��֬��Ϊ��������֬���ȹ�����֬�����ࡣ�����Բ�����Ҫ����ѹ�¶Ƚϵͣ���װ���ټ������ع�֮�ŵ㣬������и��������Ժ���ʪ��ȱ�㣬ʹ�䴦�ڸ��������ӻ��������Ͽɿ��ԡ�������֮�����ȹ�����֬�绷����֬(Epoxy)�������ǰ���Polyimide���ȣ����и��°����ԡ��������Ժ���ʪ�Ե͡��ɿ��Ըߵ��ŵ㡣����Ҫ�ϸ�֮��ѹ�¶ȡ�����ɿ��Ըߣ���Ŀǰ������㷺֮���ϡ�
����Ŀǰ����ACF��ʹ���ݴ�����֤�Ρ�Ŀǰ��Ҫ��ʹ���������������ҳ��̵�ACF��������ͺ��Ϻ��ڽ��С��������ϵ���֤�����OK������ѡ�á����������ܵ��ӣ���רҵ��������ѹ�������̣�
3. ACF��ѹ���ӵĻ���ԭ��������
ACF������ͨ��Ҫ������ACF���췽�������ԣ���Z�᷽����XY��Եƽ��ĵ�����ͨ�������ԵIJ����ԡ���ͼ3-1�Ӵ��迹�뵼�������ܶȵĹ�ϵ������ʾ����Z�᷽�缫��ACF��ѹ����֬�ۻ����������ط����缫�䵼�������ܶ�Ѹ����ߣ����缫���뵼�����ӽӴ�������������ѹ�ȱ��Σ����缫�䵼ͨ����X��Y�᷽����ռ���Խϴ���ѹ�������ܶ�С����Ȼ�ȽϷ�ɢ��ˮƽ�����ϣ��缫�����ӣ����ھ�Ե״̬���ڵ������ӷ��棬ACF��ѹ��ֱ�����ϵ缫��Ӵ��迹��С��0.1��ķ��ˮƽ�����ϣ��缫���迹Ϊʮ�ľŴη���ķ��

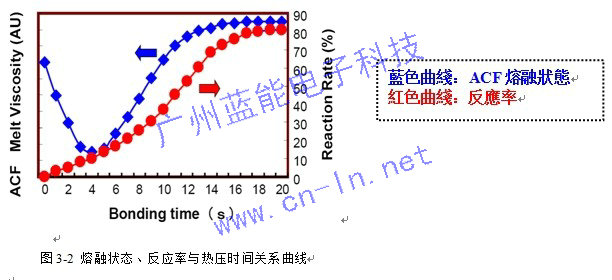
��ͼ3-2 ACF����ճ�ȡ���Ӧ������ѹʱ���ϵ����ѹ�����У���֬��������״̬���¶��½�ʱ����֬�̻���ACF��ѹ��Ӧ��Ҫ����80%���ϡ�ACF��ѹ����ǿ�ȿɴ�5N/cm���ϡ�
4. ACF��ѹ��ҵ���̣������豸���ι��ߡ��IJ�
��4-1 ACF��ѹ��ҵ���̣�����豸���ι��ߡ��IJ�
վ�� |
��ҵ���� |
����/��ҵԱ���� |
ʹ���豸/�ι���/�IJ� |
Ԥѹվ |
PCB����ָ��ࣻ PCB���õ�Ԥѹ���ϣ���ѹ����������ACF���� ȡ��PCB�� |
6s/pcs 1�� |
Ԥѹ������ѹ��ģ����ѹͷ���� ��ѹ��ģ��PCB�̶��ξߣ��� �轺������ѹֽ���ƾ���Ĩ���� |
��ѹվ |
������ACF����PCB��FPC�ŵ���ѹ���ϣ� PCB��FPC��ʶ��λ�� ��ѹ��ȡ�²�Ʒ�� |
25s/pcs 1�� |
��ѹ������ѹ��ģ����ѹͷ���� ��ѹ��ģ��PCB��FPC�̶��ξߣ��� �轺������ѹֽ�� |
ά��վ |
NGƷFPC��ж�� PCB����ѹ��������� |
5min/pcs 1�� |
�����������ӣ��������ƾ���Ĩ���� |
ACF��ѹ��ҵ���̣���ʹ�õ�����豸���ι��ߡ��IJ����4-1���С�
a. ACFԤѹ��������ACF����
ACFԤѹ�����õ��Ǻ���ʽ���ȡ���ѹͷ���ø�ǿ�����ʺϽ���ϣ�ʹѹͷ�������º����ɱ���ƽ����
b. ACF��ѹ������Ӳ��ѹ�ϣ�
ACF��ѹ�����õ��������Դ���ȷ�ʽ����������������������⡢�ѵȸߵ������ʱ�����Ľ����������м��ȡ�����һ���߹��ʣ�5000W���ı�ѹ������һ���͵�ѹ�Ĵ������ͨ������ͷ����Ѹ�ٷ��ȡ������������ָ������ON��OFFƵ�ʱ��������������Խ�������Խ����ͷ����Խ�졣
c. ��ѹ��ģ����ѹͷ��
��ѹ��ģ����ѹͷ�������ÿһ����Ʒ��������ơ���ѹͷ�ߴ�������Ҫ���ǵ����豣֤��Cover���ξ߹����PCB�̶����ɶ����������µ�����λ��&��ѹλ��ƫ�һ��أ�ѹͷ�����ACF�����ȵ������ٴ�0.30mm���ڳ����ϣ�ѹͷ���ACF�������ȵ��߿�0.25mm��
d. ��ѹ��ģ����Ʒ�Ķ�λ�ξߣ�
Ԥѹ������ģ���̶��ξߣ�һ��ͬʱ�ɹ̶������Ʒ���Ա�һ���Խ������ж����Ʒ����������������Ч�ʡ�������ģ������Ҫ���豣֤���PCB�Ķ�λ����̫�ɶ���ͬʱ�����Ʒ�̶�OK����ǰ��λ��������˲���ȷ����ͬʱ��ACF����һ������ѹ�����ϡ���ѹ������ģ���̶��ξߣ�����ȷ����PCB��FPC�����ù̶�����ȷ��CCD��ʶϵͳ�����ı�ʶ�㣬�������ɶ����������仯��
e. �����IJ�
�轺������������ѹ���ϣ�λ��ѹͷ���Ʒ֮�䣬����ƽ�����á�
��ѹֽ��Ӧ����ƽ���Ȳ���ʱ��ȷ��ƽ���ȡ�
�������ع�ά��ʱ�����PCB�ϵ�ACF�����ܼ���Ŀǰ����ʹ�õ������ͺ�ΪRW-66��
�ƾ���Ĩ������PCBԤ����ʱ����PCB����ָ��ࣻ�ع�ά��ʱ������ACF����
5. ACF��ѹ��Ʒ�������ƹ淶����PCB��FPC����ѹͷ��
PE��ΪACF��ѹ�Ƴ̵��������ţ�����RD���֮��Ʒ(��PCB��FPC)�����������淶����check������֮��������������ġ���������ո�����ACF��ѹ�����ƹ淶����
�������ܵ��ӣ���רҵ��������ѹ�������̡�
6. ��ѹ�Ƴ�ע������
a. ACF��ѹ�Ƴ̹ؼ��ܿ���1���¶�
ACF�����Ͼ�����ȷ֮��ѹ�����¶ȹ����ѹͷ�����轺��&FPC������ѹ�������֮�¶ȡ����磬Ԥѹ�����¶�80+/-10�棬��ѹ�����¶�180+/-10�档��ͬ����ACF���������¶ȹ����ͬ�������߽��У��������̨�¶��趨��ʹ�����¶��ڹ���ڣ�ͬʱȷ�ϴ��¶��£���ѹ����OK����SOP���ע����̨�¶��趨ֵ�������¶ȹ��ֵ����췽�������Ƶ�ʡ�
����������¶ȼƣ��ͺţ�Center 300��
��췽�������¶ȼ�֮�ȵ�ż�߷�������ѹ�����ϣ�����һ����ѹ������ѹͷ�����轺��&FPC��������ѹƽ���¶ȡ�
���Ƶ�ʣ�1��/�ܡ�
b. ACF��ѹ�Ƴ̹ؼ��ܿ���2��ѹ��
ACF�����Ͼ�����ȷ֮��ѹ����ѹǿ�����ʵ��Ӧ���У���ת���������ѹ����ѹ������ACF������ѹѹǿΪ1~3MPa,ȡѹǿ�м�ֵ2MPa��ͬʱ��ѹ�Ӵ��泤*��=19mm*2mmʱ���㣬����ѹ����ѹ��F=ѹǿP(2MPa)*�����19*2 mm²��=76N����ʵ�ʲ������õ�ѹ������ʾ��λΪKg�������һ��ת��F/G=76N/9.8N/Kg=7.76Kg�����²�Ʒ�������У��賢�Ե�У��̨��ѹֵ���ó��������ѹ��ֵ���ֱ������ѹ���飬ͨ�������Ƚ���ѹ֮�������ӱ��������ȷ�����֮��ѹ����ѹ������SOP���ע����̨��ѹ����ֵ������ѹ�����ֵ����췽�������Ƶ�ʡ�
���������ѹ������ǣ��ͺţ� XJC-CF490������ͼ5-1��ʾ��
��췽������ѹ������ǵ�ѹ������̽ͷ������ͼ5-2��ʾ��̨λ�� ���ֶ�ģʽʹѹͷѹ�£�ѹ���������ʾ��ֵ���ǵ���ѹ��ֵ��

���Ƶ�ʣ�1��/�ࡣ
ACF��ѹ�Ƴ̹ؼ��ܿ���3��ƽ����
ƽ����ʵ������ѹ��ģ����ѹͷ������ѹ��ģ����Ʒ�̶��ξߣ���Ե�ƽ�г̶ȡ���Ԥѹ��̨�ϣ���ƽ���Ȳ������ᵼ�����ݣ�ACF��������������������⡣��ACF��ѹ�ϣ���ƽ����Ҫ����Ϊ�ϸ���ACF������ͨ�����缫ѹ�ȵ������Ӷ�ʵ�ֵ�����ͨ���ڱ�ѹ�У���ƽ���Ȳ������в�����ѹ����ѹOK���ɽӴ���;����һ������ѹͷ����ѹƽ�漸�Ӵ����˲��ֵ��������ޱ�ѹ�ȣ����е�������ʧ��֮���ա���SOP����ע��ƽ���ȵ�췽�������Ƶ�ʡ�
���������ʹ�ø�ѹֽ���е��ȷ�ϡ�
��췽����ͨ��������̨�ϵĹ̶���˿��������˿ʵ�֡�ʵ���У���̨���й轺�������ã����ʱ���ǽ���Ʒ��PCB���������ξ��ϣ�����ѹֽ�����ڲ�Ʒ��PCB���ϣ��轺������£�ѹ��ѹͷ��ͨ����ѹֽ��ɫ�ж�ƽ���ȡ�
���Ƶ�ʣ�1��/�ࡣ
d. ACF��ѹ�Ƴ̹ؼ��ܿ���4��ʱ��
ACF�����϶���ѹʱ��������ʵ�ʵĻ�̨��ѹʱ���趨���ϸ����չ���飬ͬʱ����ѹ��̨����ÿ����ȷ����ѹ����ʱ�䡣
���Ƶ�ʣ�1��/�ࡣ
e. ACF��ѹ�Ƴ̹ؼ��ܿ���5��ACF�洢ȡ��
һ�㣬���ܷ�״̬�£�ACF��������-10~5�棬ACF����Ч��Ϊ6���¡�ȡ��ʱ�������ܷ�״̬�£�����1H,����ʹ�á�����δʹ����֮ACF�������װ�úŻ�-10~5�滷���д洢����SOP�У�������ϱ��滷����ʹ�÷���������ȷ֮˵���ܿء���ACF��֮ȡ��ʱ�䡢�ⶳʱ�䡢�ش�ʱ�������ϸ��¼�������ܿ�ȷ�ϡ�
�洢�豸�����䡣
�ܿط������Ա����¶Ƚ��е�졣���ȡ��ʱ��������Ӧʱ�䡢��ȡ��Ա��¼��
���Ƶ�ʣ�1��/�ࡣ
f. ACF��ѹ�Ƴ̹ؼ��ܿ���6��ACF���Ϲܿ�
ACF�����췽�Ե������ԣ�����ACF���ڵĵ��������ܶȡ����ȶȾ��кܸߵ�Ҫ����ʵ��ʹ�ò����У����ʹ��֮ACF��ȡ����ȷ���������ܶȡ����ȶȡ�
ȷ���豸��500����������
ȷ�Ϸ�������500�������£�ȷ���������ܶȡ����ȶȡ��磺���ϵ�������ֱ�����10um�����ϵ��������ܶȹ��1500+/-500 pcs/mm²��ʵ�ʲ����ϣ���ÿ��ACF����50m��,����ʹ��ʱ���ü�һС�Ρ���500�������£��漴��ȡ5����λС�������0.08mm²�����ֱ��������������Ŀ���������Ϲ��Աȣ�ȷ�����ϵ��������ܶ��Ƿ���Ϲ�����ӷֲ��Ƿ���ȡ�ͬʱ������ȷ�ϵ�������ֱ����
ȷ��Ƶ�ʣ�ÿ��ACF��ȡ��ȷ��1�Ρ�
g. ACF��ѹ�Ƴ̹ؼ��ܿ���7��NGƷ�ع��ܿ�
����NGƷ���ɽ�FPC��������PCB�ϵ�ACF����FPC���ϣ�PCB�ɻ��ս�����ѹ��
�ع�ʹ�úIJ��豸��ACF���������ͺţ�RW-66��,�ƾ�����ǩ��������
FPC��ж�淶�����ȷ�ǹ����Ϊ180�棨ACF��ѹʱ�¶ȣ�������ƷFPC�泯���ȷ�ǹ�ڣ����Ⱥ�ʹ������˺��FPC��
PCB�����淶�����FPC����PCB��ACF����Ϳ��ACF���������������20min����������ʹ�ü����ӻ���PCB��ѹpad��ACF�����������þƾ���ϴ����һ�γ�������ȷ���Ƿ����ɾ�����δ�ɾ��������ٴ�Ϳ�������ٽ���һ�γ��������������У�Ӧע����������ƻ�PCB��·��
����Ч��ȷ�ϣ�ʹ����������Ч������ȷ�ϡ�
h. ACF��ѹ�Ƴ̹ؼ��ܿ���8����ҵ�����ܿ�
�����ҳ�������ѹ�����ϣ�Ӱ���Ʒ������ͨ��ACF��ѹ�����������н��С�
7��������Ŀ������
���»������ߣ����ǵ����µ�ACF����ʱ�����������һϵ�е���֤����ȷ�ϴ�ACF��������OK,�������»��֡�����������Ŀ����������7-1��
��� |
��Ŀ |
���� |
ʹ���豸 |
��� |
��ע |
1 |
�Ӵ��迹 |
��ѹ���Լ�����ѹ���Ӵ��迹 |
m�����ñ� |
����ACF������顣��0.1�����¡� |
|
2 |
�������� |
ʹ�����������Ǵ�ֱ������FPC,ȷ������ǿ�� |
���������� |
����ACF������顣��5N/cm������ |
|
3 |
���¸�ʪ���¶�ѭ������ |
���и��¸�ʪ���¶�ѭ�����е�1��2������� |
���¸�ʪ���¶�ѭ �����Ի����ϵ�1��2���� |
��δ���и��¸�ʪ���¶�ѭ��֮���ӽ��бȽ�ȷ�ϡ� |
|
4 |
���ӱ���״�� ��ȷ����ѹѹ���Ƿ�OK�� |
����ѹOK֮���ӣ�����FPC���������¹۲���ѹ�����ϵĵ������ӱ�����������Ʊ����� |
500������ |
һ��ֱ��Ϊ10um֮���ӱ��ƺ���Ϊ15umΪOK�����Ʊ�����90%���ϡ� |
�����ڵ�������Ϊ��֬�����/����ACF���� |
5 |
��Ƭ���� |
������ĥ��������500�������²쿴PCB��FPC����״�����������ӣ����������ӣ��̽���ѹ����·״���� |
��ĥ�豸��500������ |
����OK����ƫλ�������������̽���ѹ����·�� |
�����ڵ�������Ϊ��������ACF���� |
6 |
��Ӧ�� ��ȷ��ACF������ճ�ȣ� |
�ɳ���ʹ��FT-IR����ȷ�ϡ� |
FT-IR |
80%���ϡ� |
|
7 |
��۲쿴 |
������ȷ��FPC��PCB����ָ�Ƿ��е���ƫλ |
���� |
�����OK |
|
�������ܵ��ӿƼ�����˾www.cn-ln.netӵ��30�꾫����ѹ���ļ����;��飬���ļ������ʽ������ѹ���ڹ�������ʢ������ȫ������Ϊ�ͻ��ҵ������Ƶĵ㺸�����������˾���й���ʵ���ң���ӭǰ��������